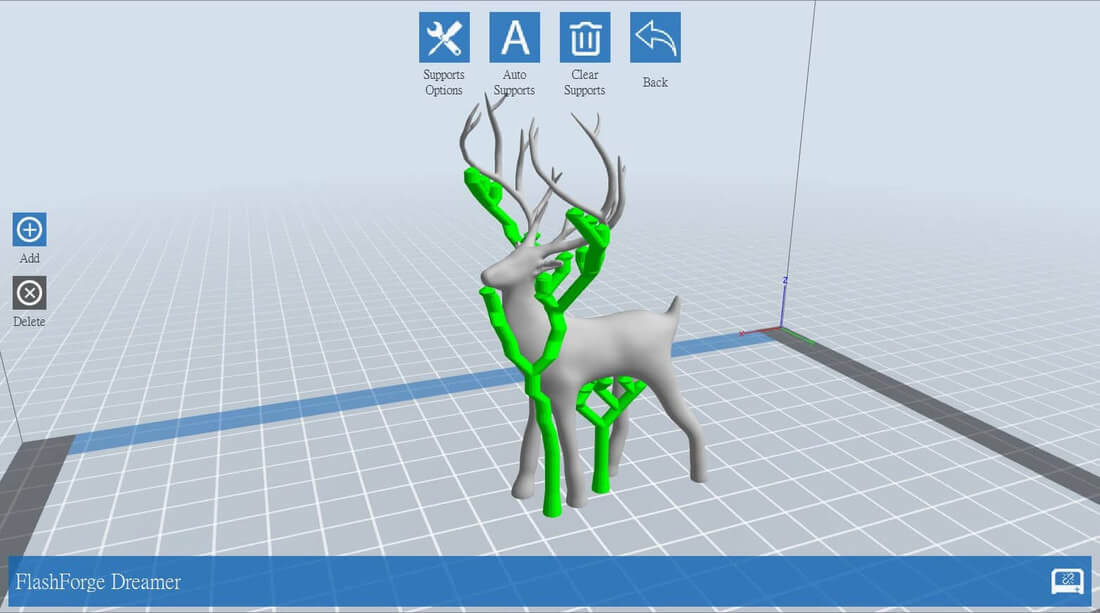
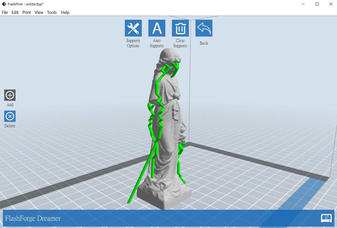
Previously we introduced the difference between treelike support and linear support in the 3D slicing software. Today we are going to talk about the detailed settings of treelike support.
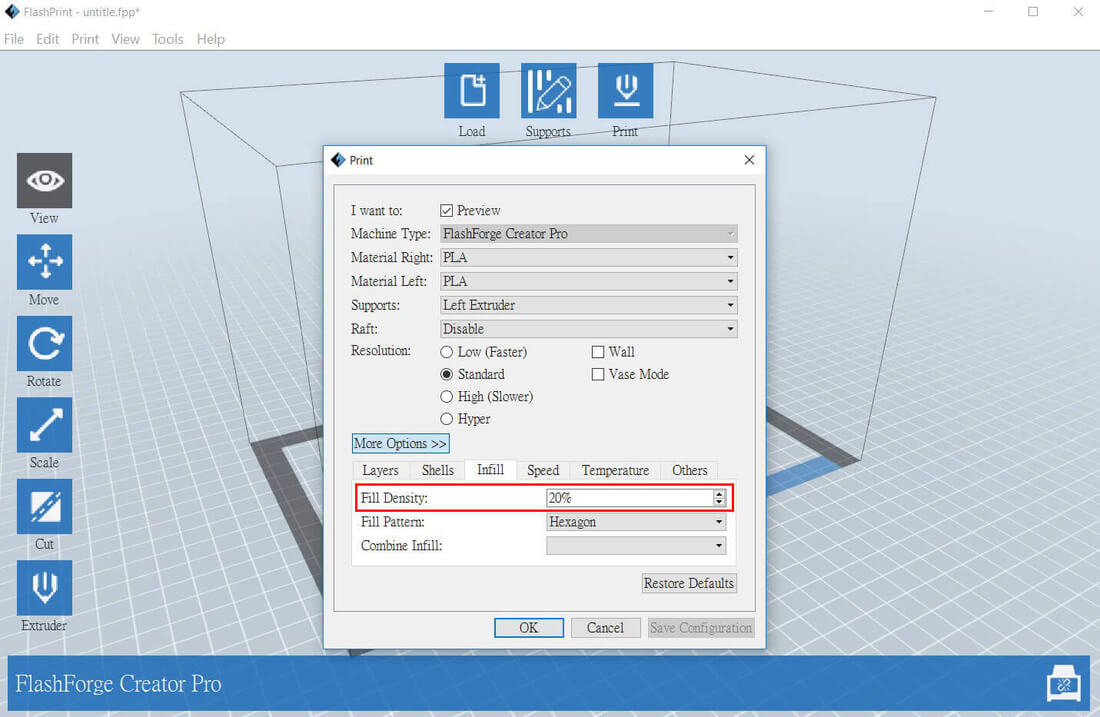
There are several settings available for Treelike support in the Flashforge's 3D slicing software Flashprint, which are as followings:
There are several settings available for Treelike support in the Flashforge's 3D slicing software Flashprint, which are as followings:
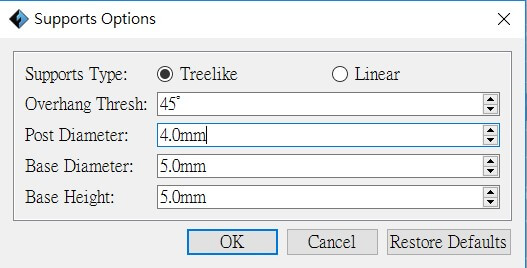
1. Overhang Thresh
Treelike support will be added when the overhang angle of the 3D model is bigger than the angle you type in the Overhang Thresh field.
2. Post Diameter
This is to set the diameter of the treelike support for the 3D model, bigger diameter is better if the treelike support it very long, otherwise it may be broken during the 3D printing process.
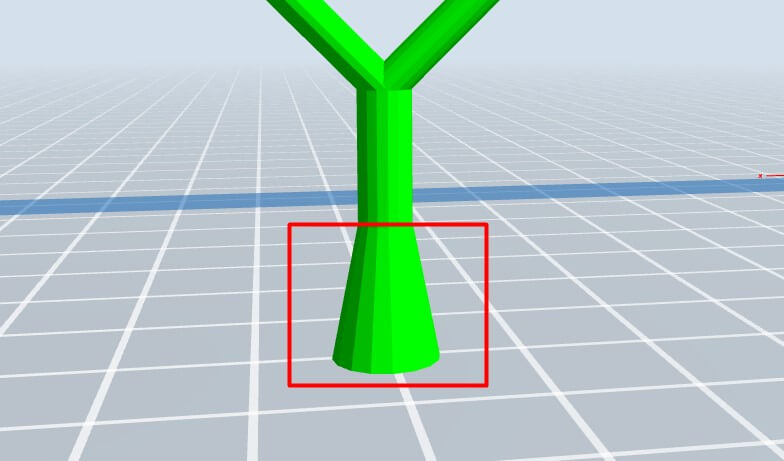
3. Base Diameter
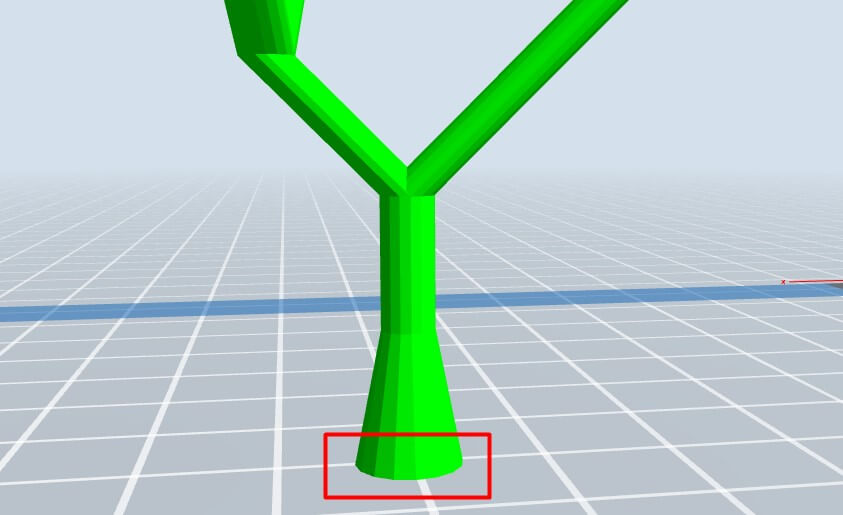
This is the to set the diameter of the bottom part of the treelike support. Sometimes the treelike support may fall down or can not attach to the build plate of the 3D printer firmly because of the small base diameter. Increasing the base diameter can improve the situation when 3D printing.
4. Base Height
It refers to the height of the base of the treelike support. If the treelike support is long, longer base height is better as it will provide a stronger structure.
Other article



 RSS Feed
RSS Feed