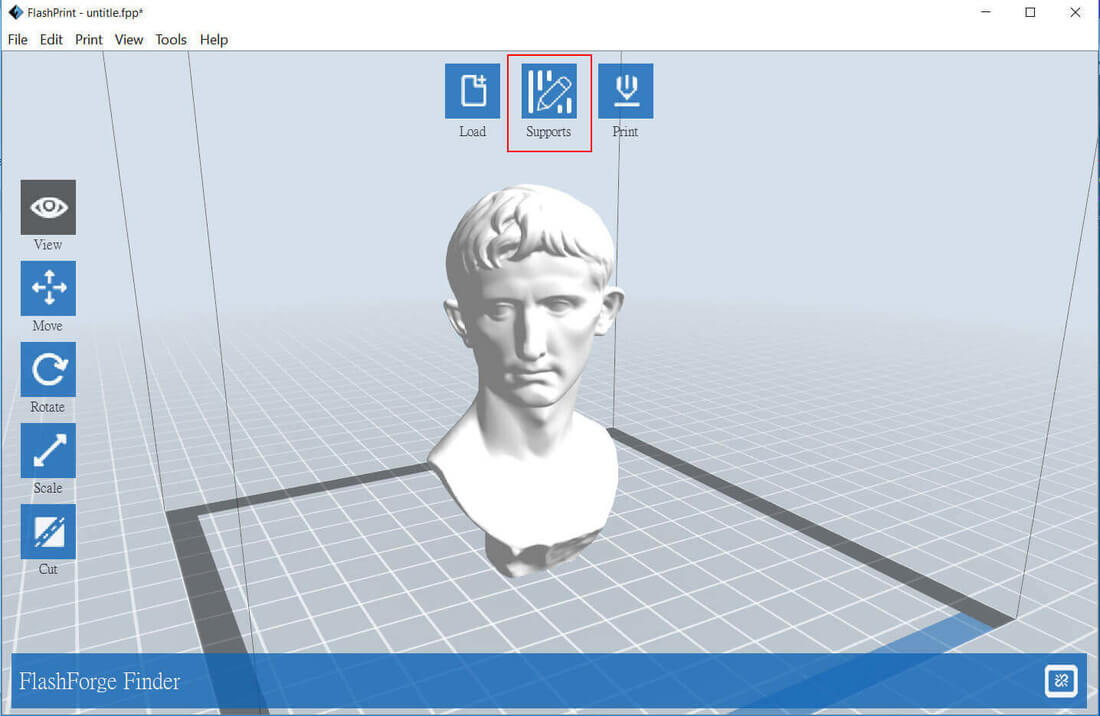
Previously we talked about the types of support and the overhang angle, this time we are going to talk about adding / removing support material in the 3D slicing software.
There are some 3D slicing software which can automatically generate support material on the 3D model, which means the software will analyse the overhanging surface of the 3D model and autoatically add support material on those overhanging areas. Although this automatic support generation function is very useful, sometimes users need to add/ remove the support material by themselves.
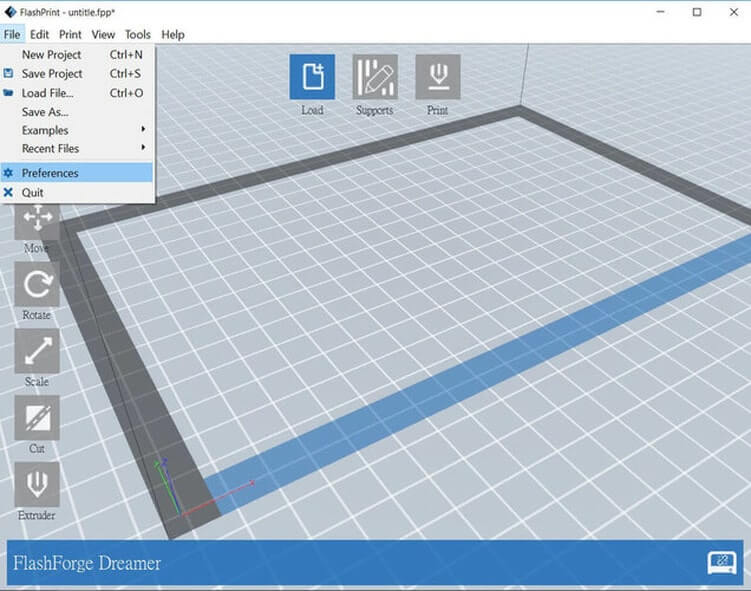
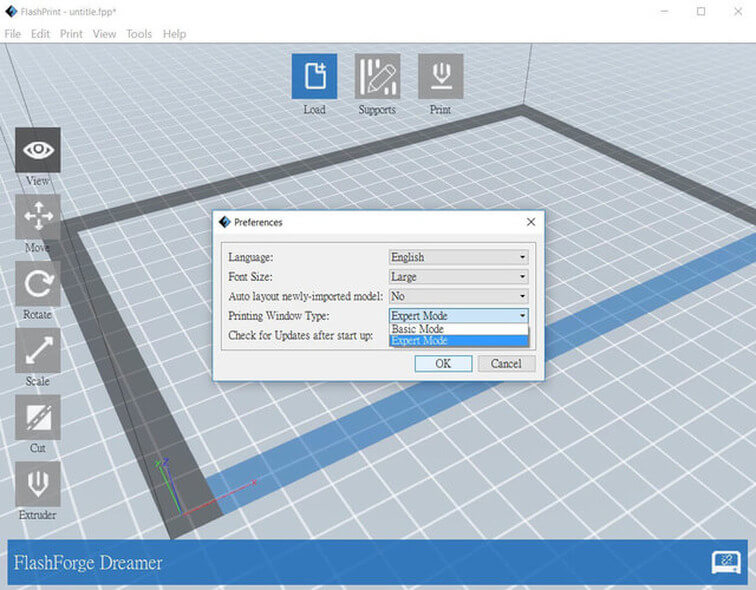
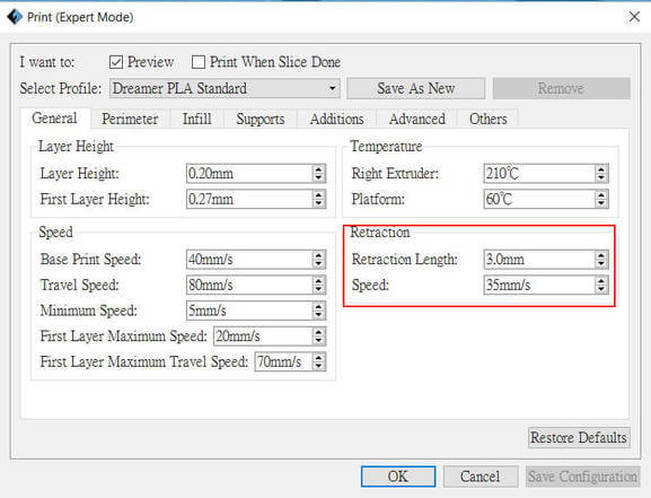
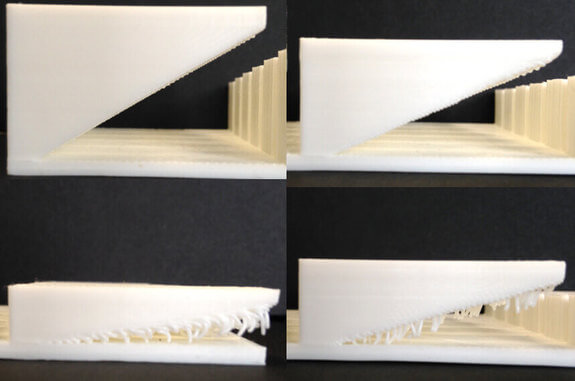
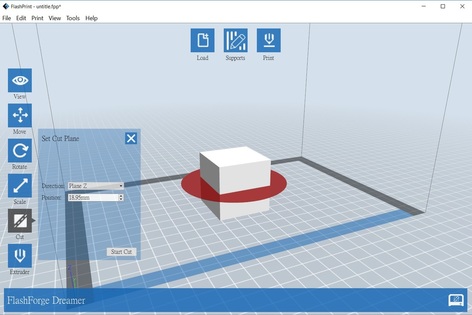
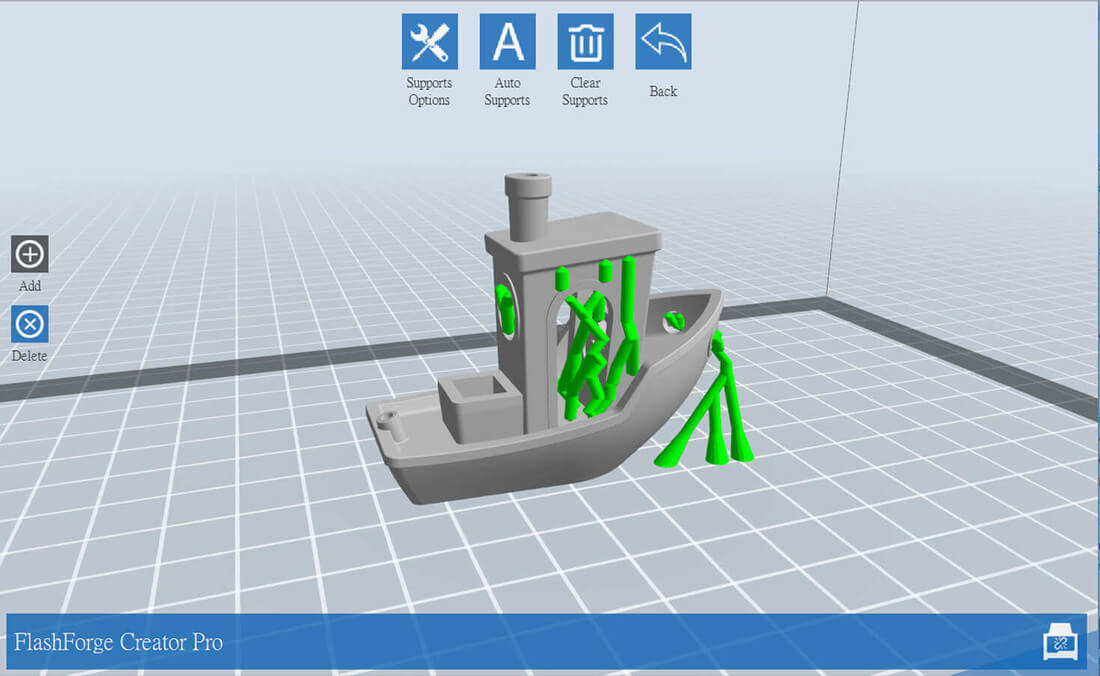
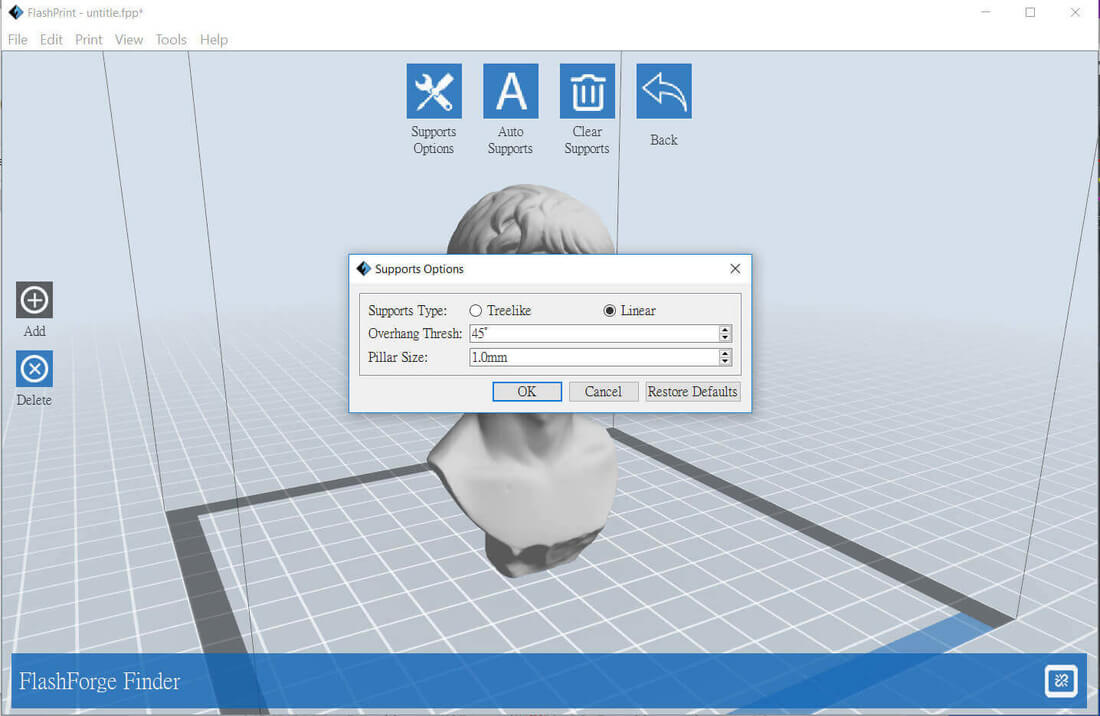
For example, after the automatic generation of the treelike support, you may find that the treelike support is fragile and may break down during the printing process. In this situation, you need to manually add more support material on the support to strengthen the support. The following is the demonstration by using Flashforge's 3D slicing software Flashprint:
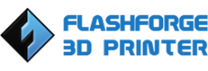
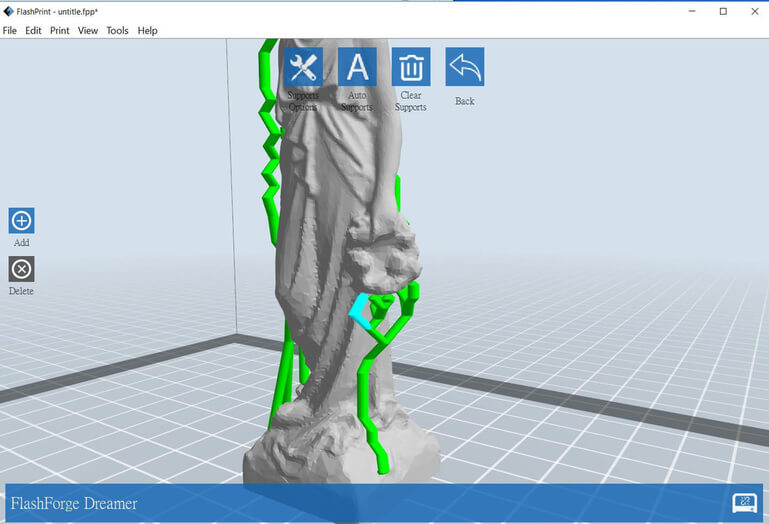
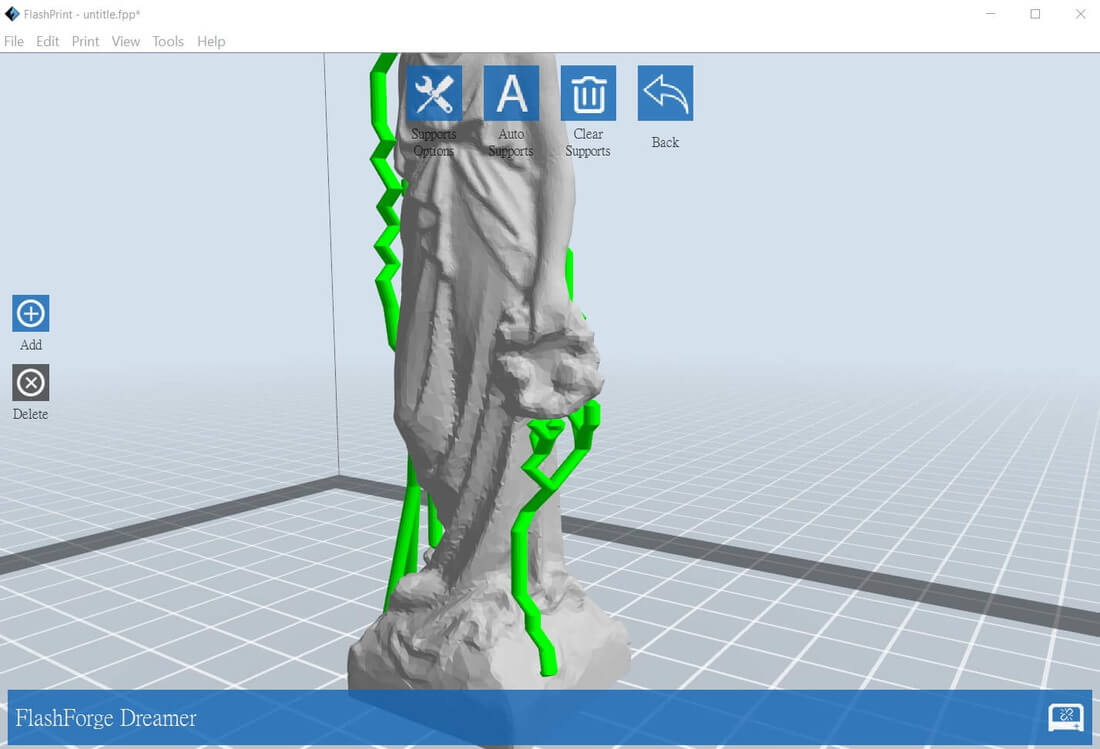
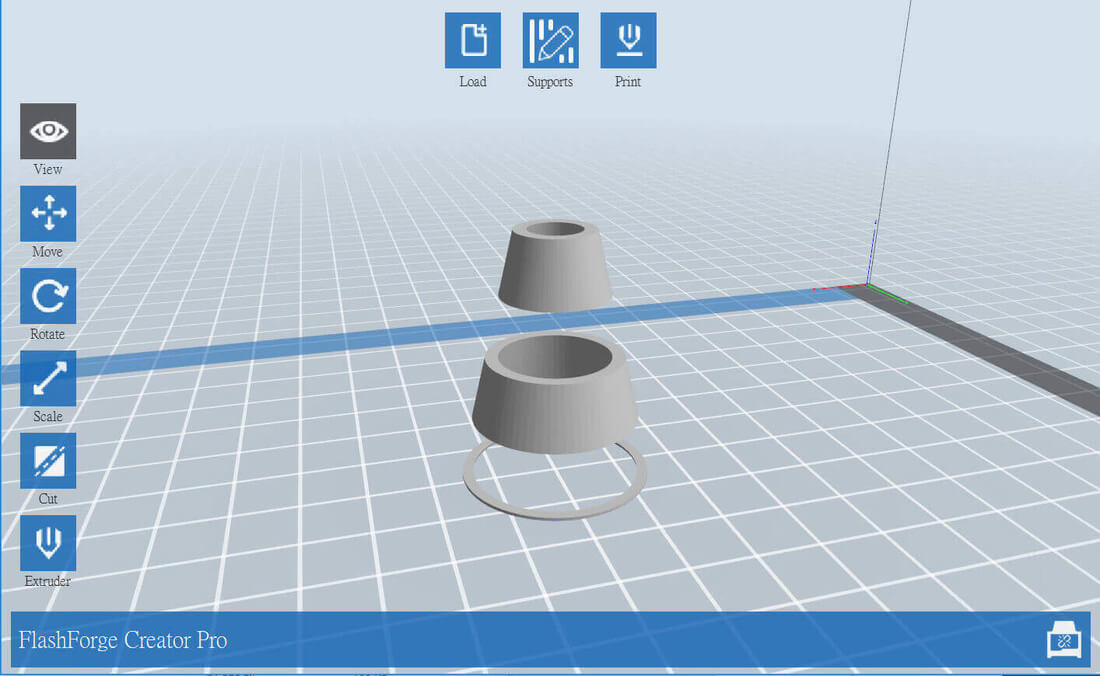
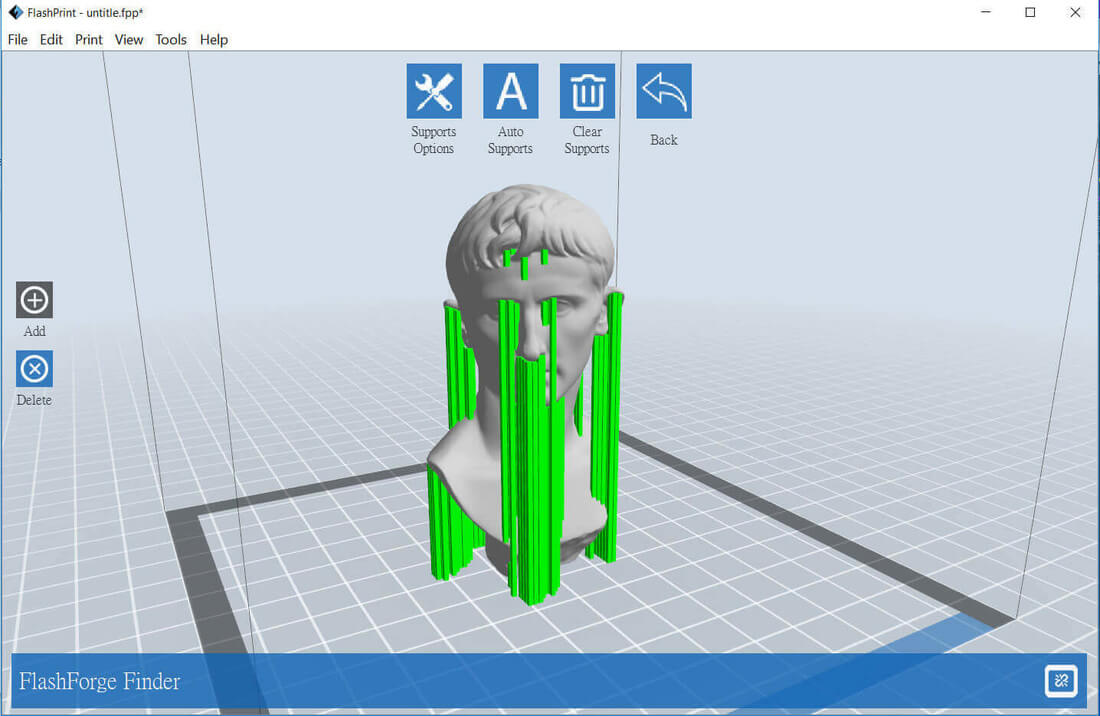
Press "add' (model by Karl Williams)
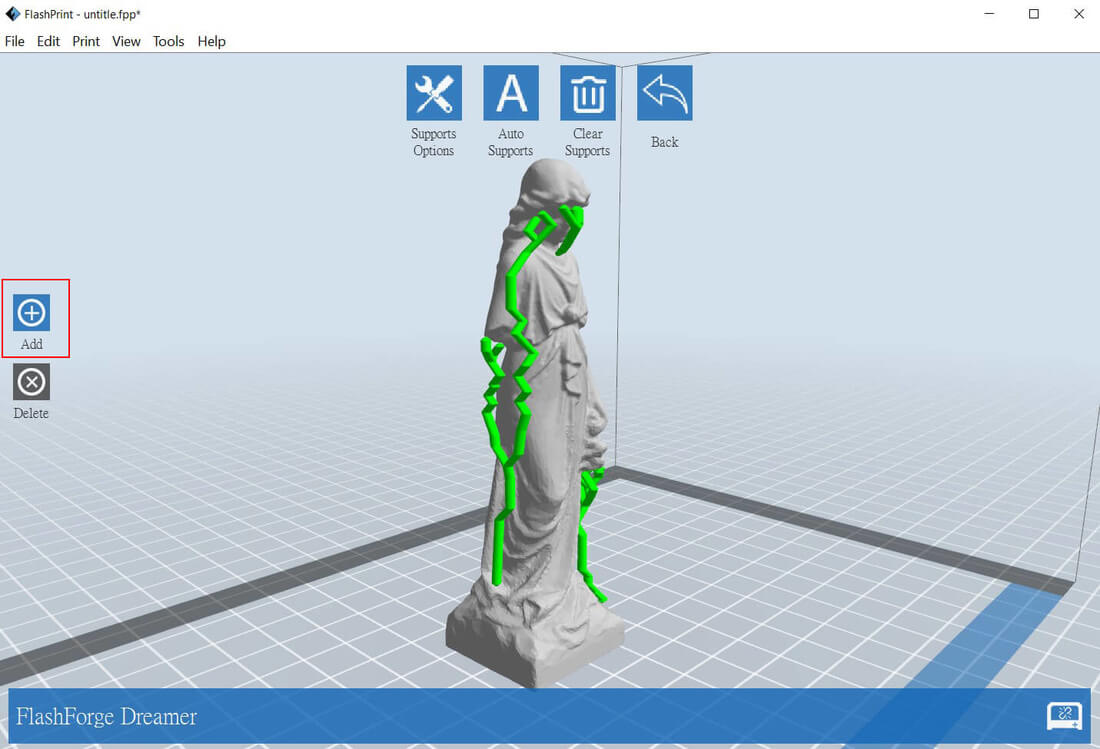
Then, add the support material
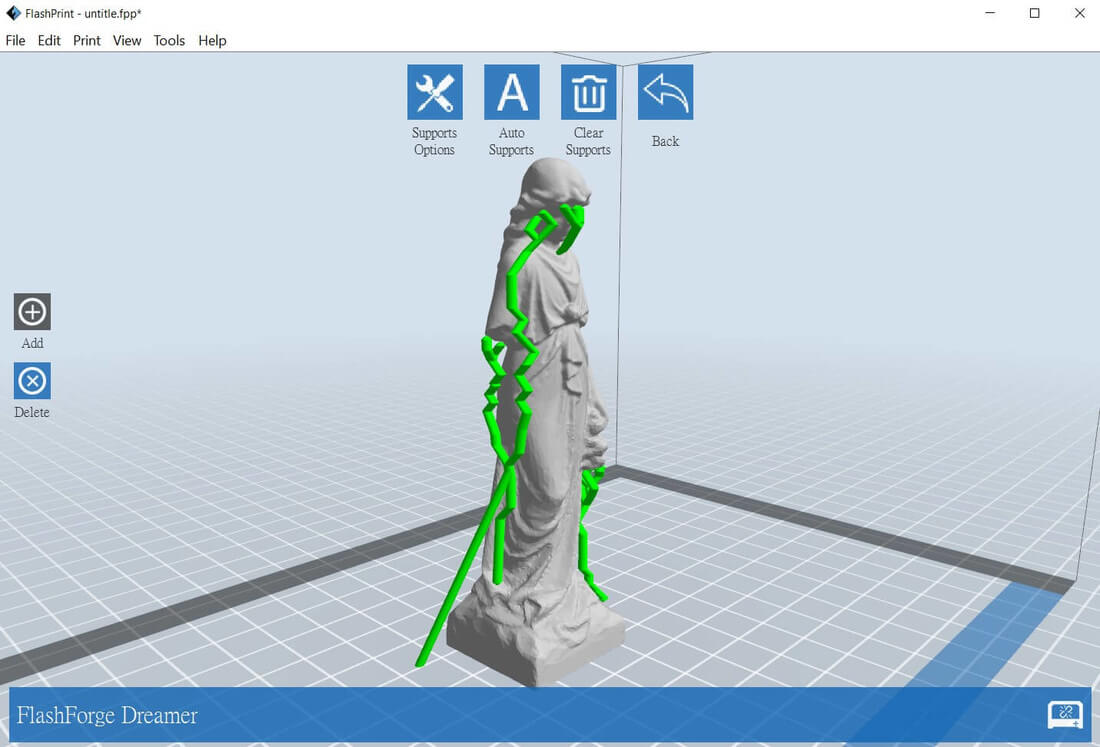
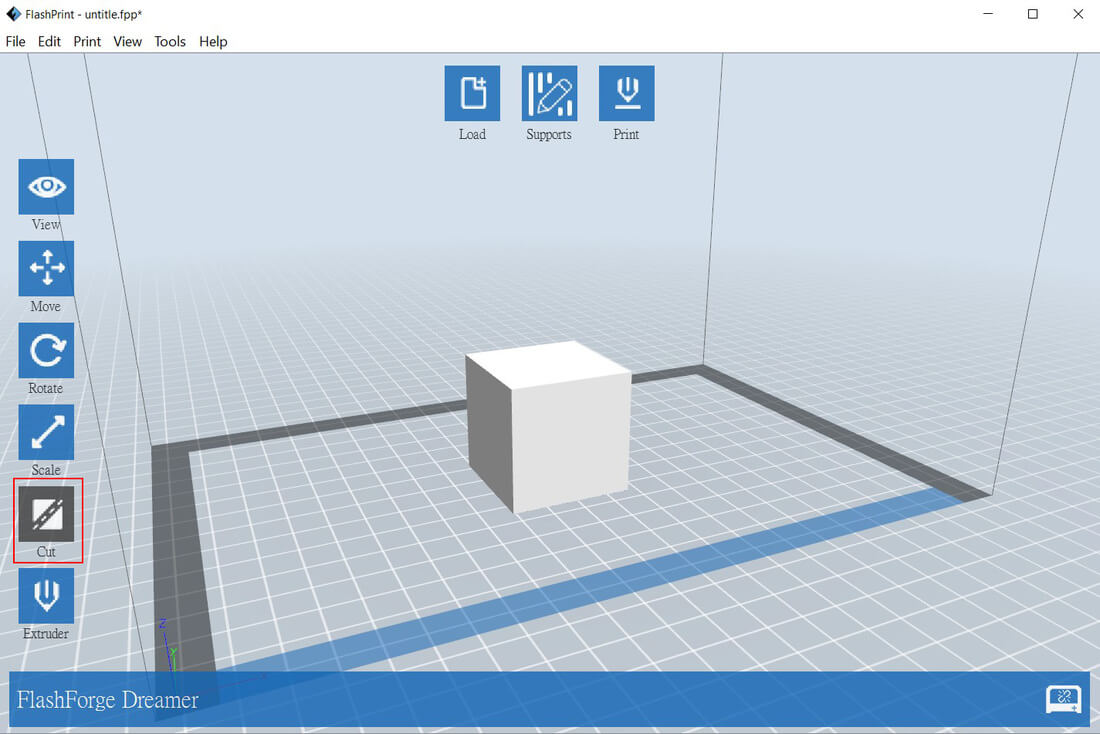
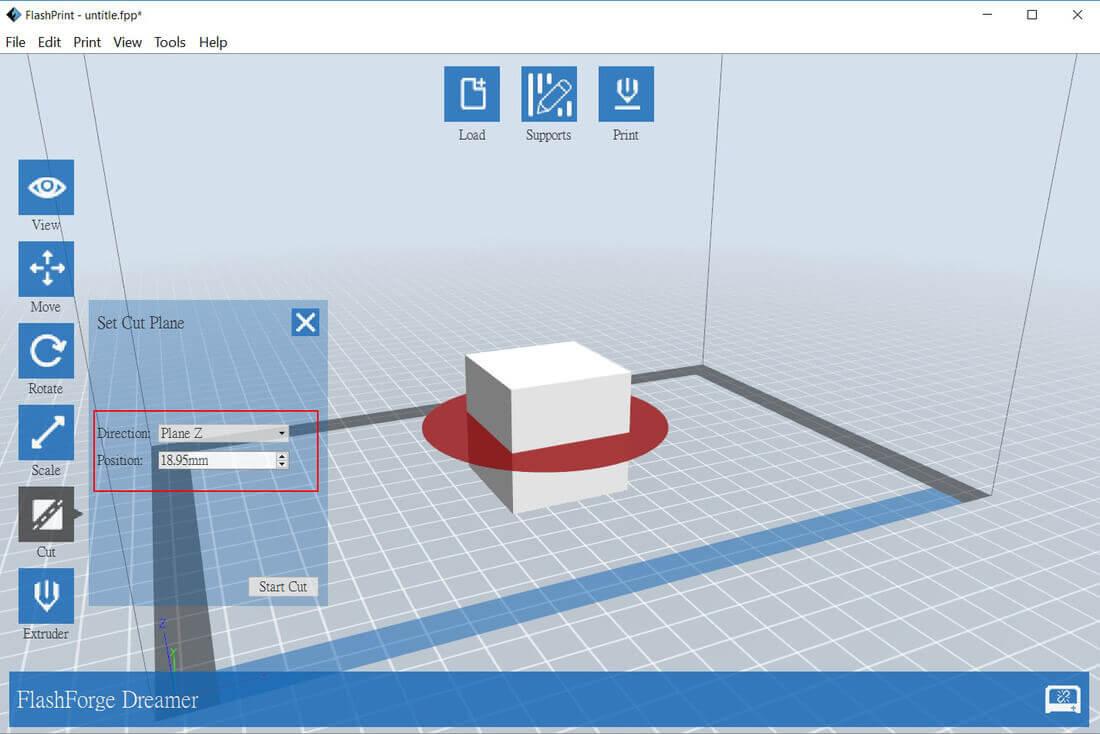
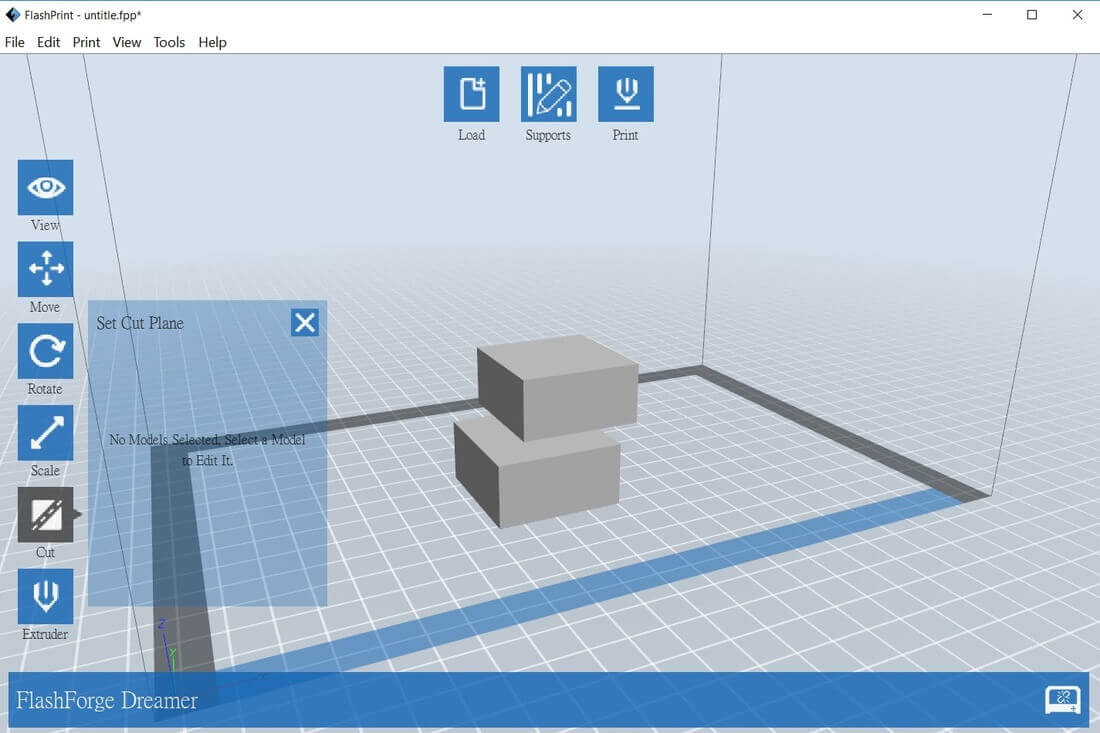
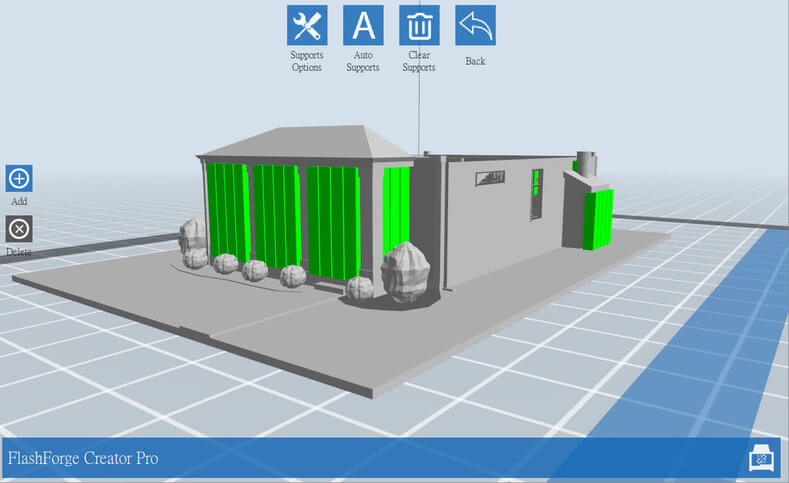
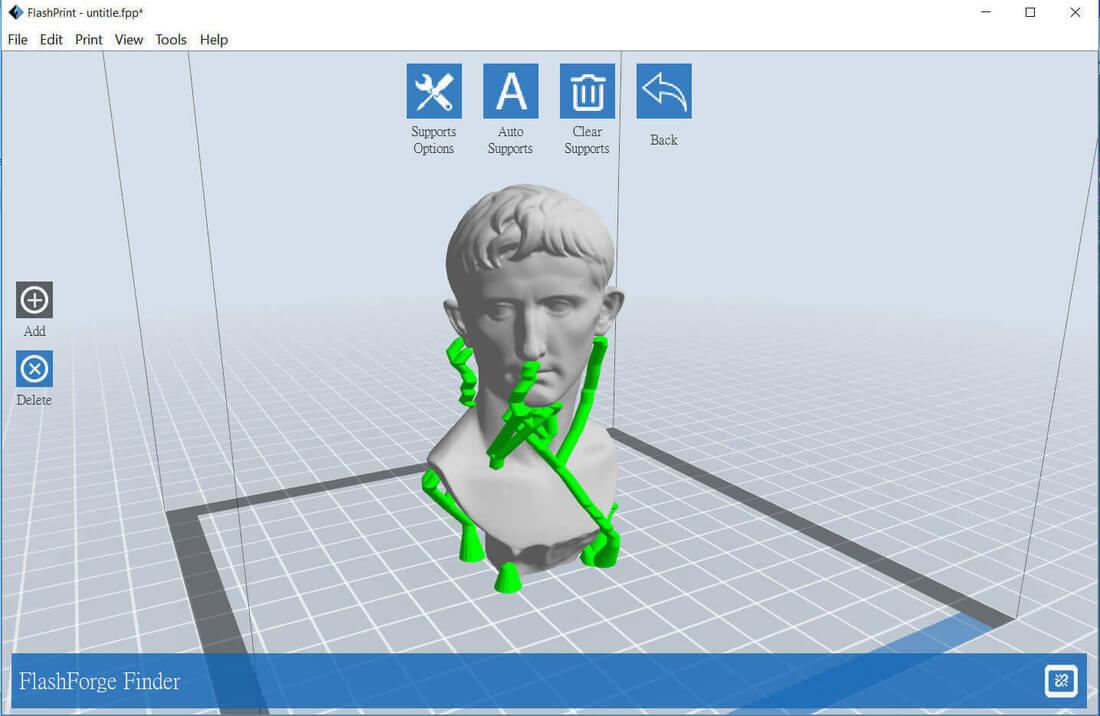
If you find that some auto generated support materials are not necessary, you can remove those support materials as following pictures:
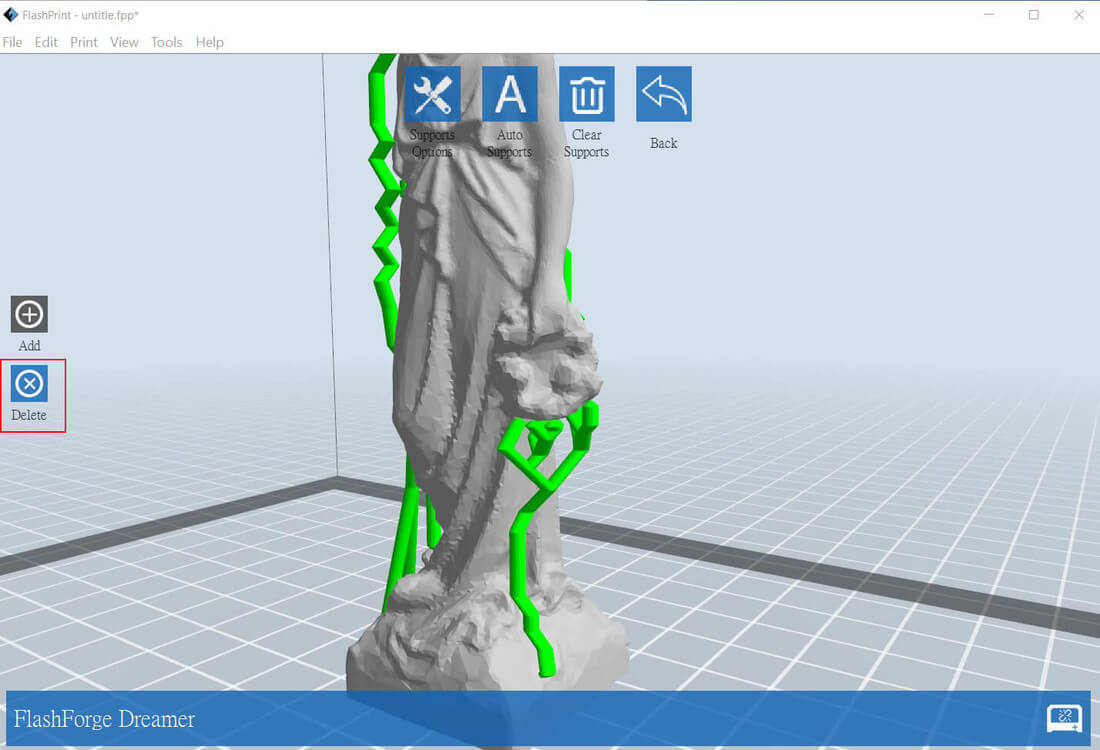
Press "Delete"
Other Article:



 RSS Feed
RSS Feed