之前介紹過其中一個3D列印設定中很重要的概念Layer Height,今次就會介紹一下什麼是First Layer Height 及作用。
之前介紹過其中一個3D列印設定中很重要的概念Layer Height,今次就會介紹一下什麼是First Layer Height 及作用。
First Layer Height 顧名思義就是列印3D模型時的第一層層厚。一般來講First Layer Height 層厚的設定數值需要比 Layer Height 為大。3D列印第一層時,3D列印機會用First Layer Height 層厚的設定作列印,往後的層厚就會用Layer Height 的設定值作列印。
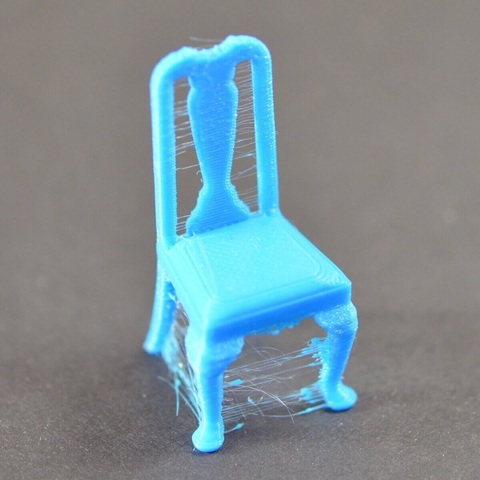
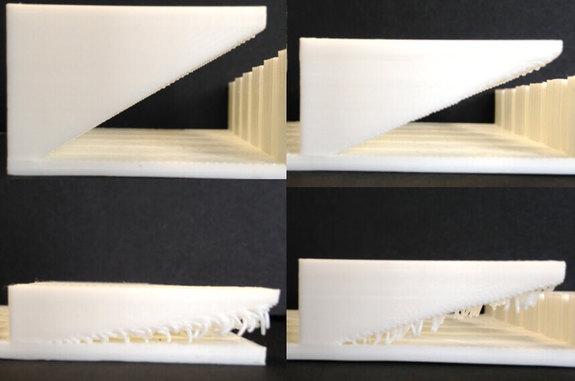
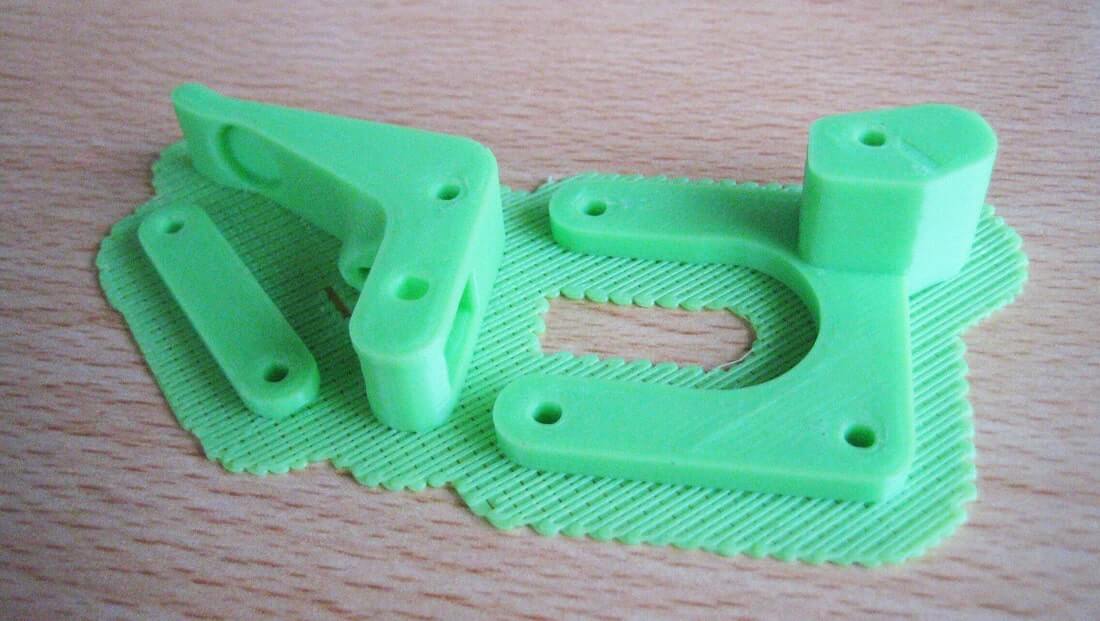
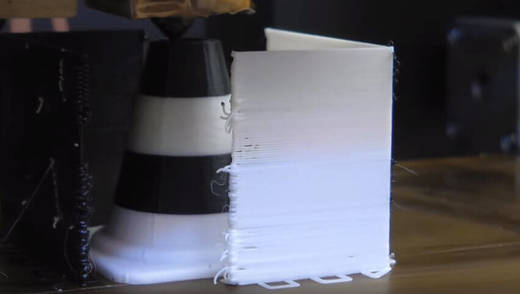
那麼為什麼第一層層厚的設定值需要比其他層厚的為大呢?這是因為與列印模型能否有效地黏在列印平台上有關。把First Layer Height設定得大一點能夠加強模型黏在列印平台的力度。例如把layer height 設定為0.2mm的時候,First Layer Height 就設定為0.25mm或再高一點點。如果First Layer Height 設定值太低的話,在列印第一層時模型就會因為黏在列印平台的力度不夠而滑走。
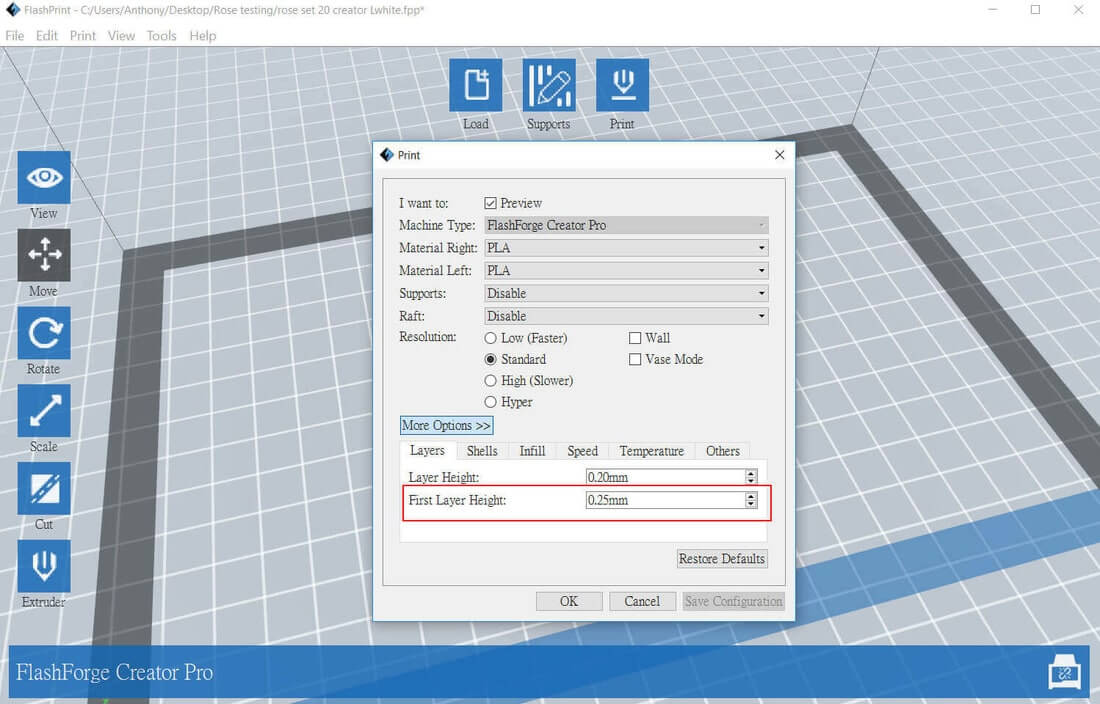
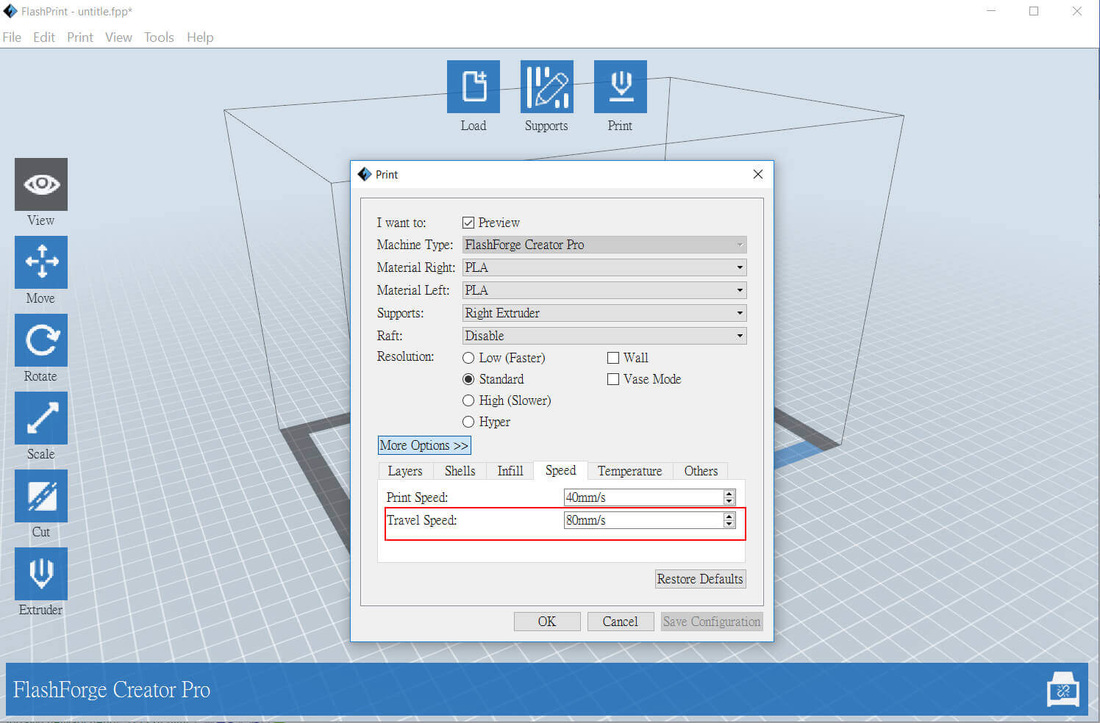
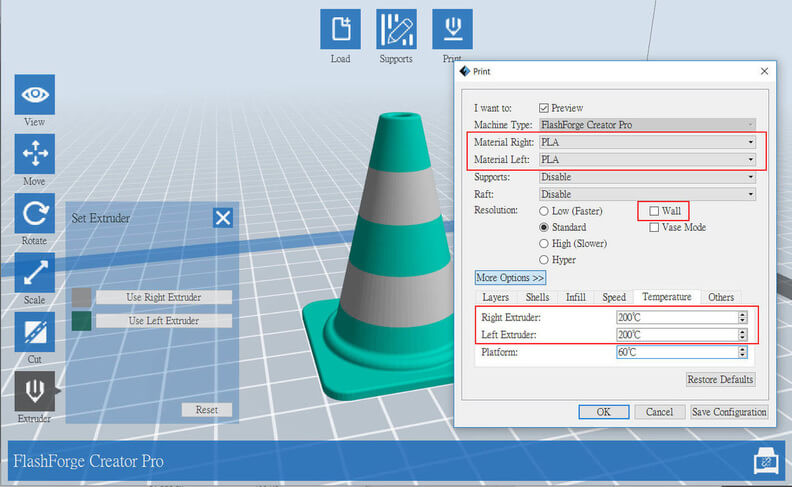
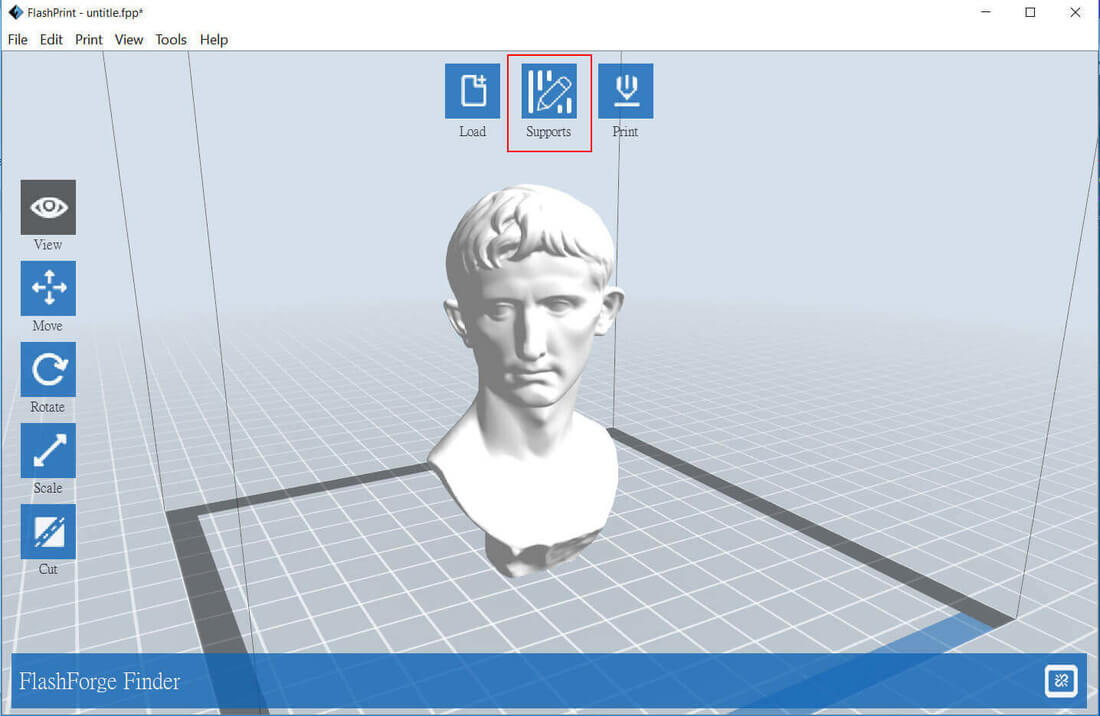
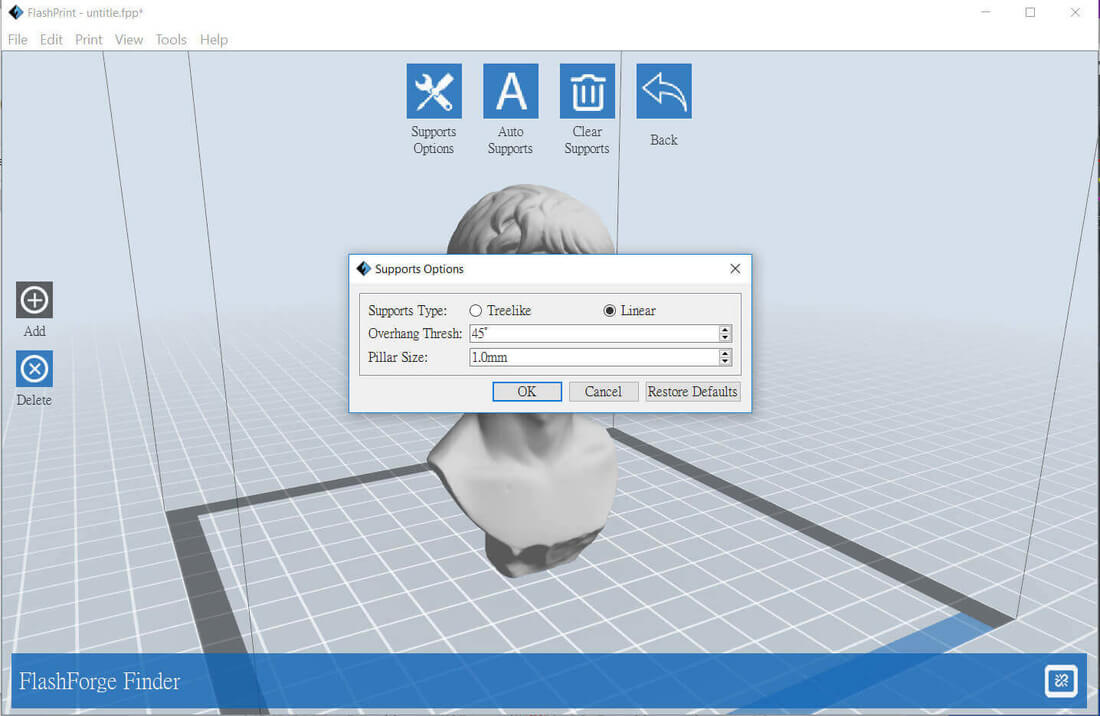
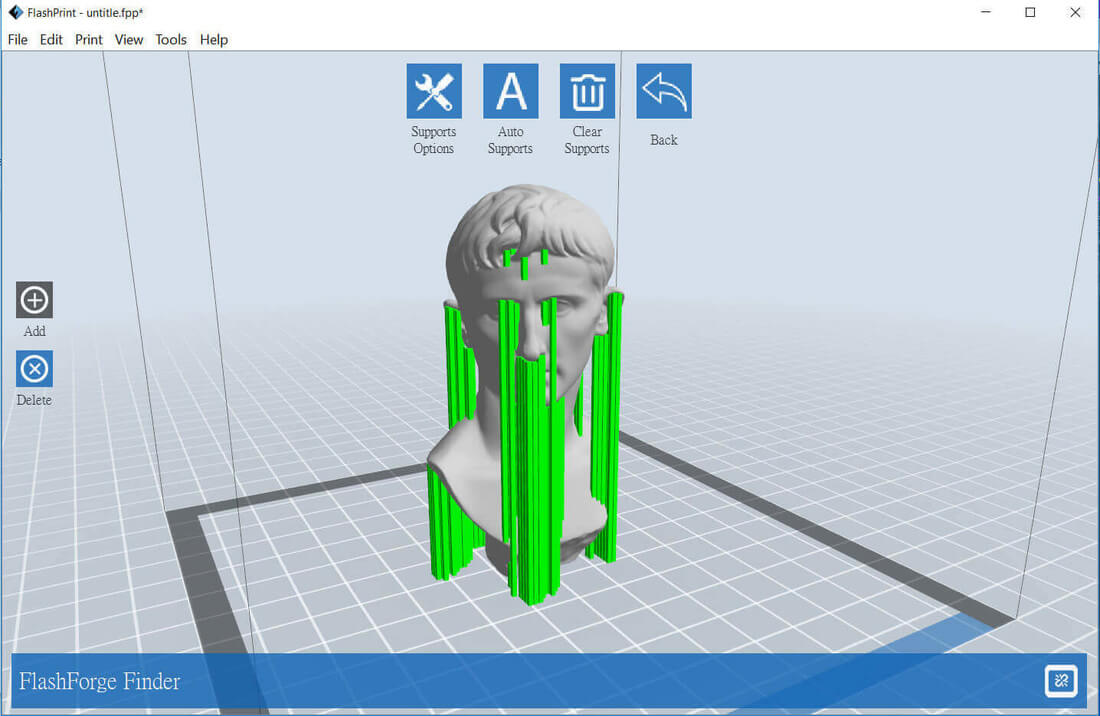
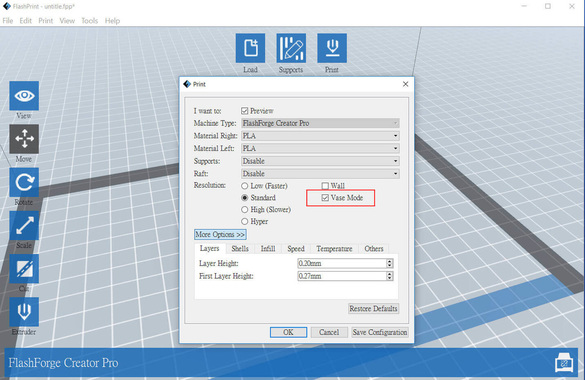
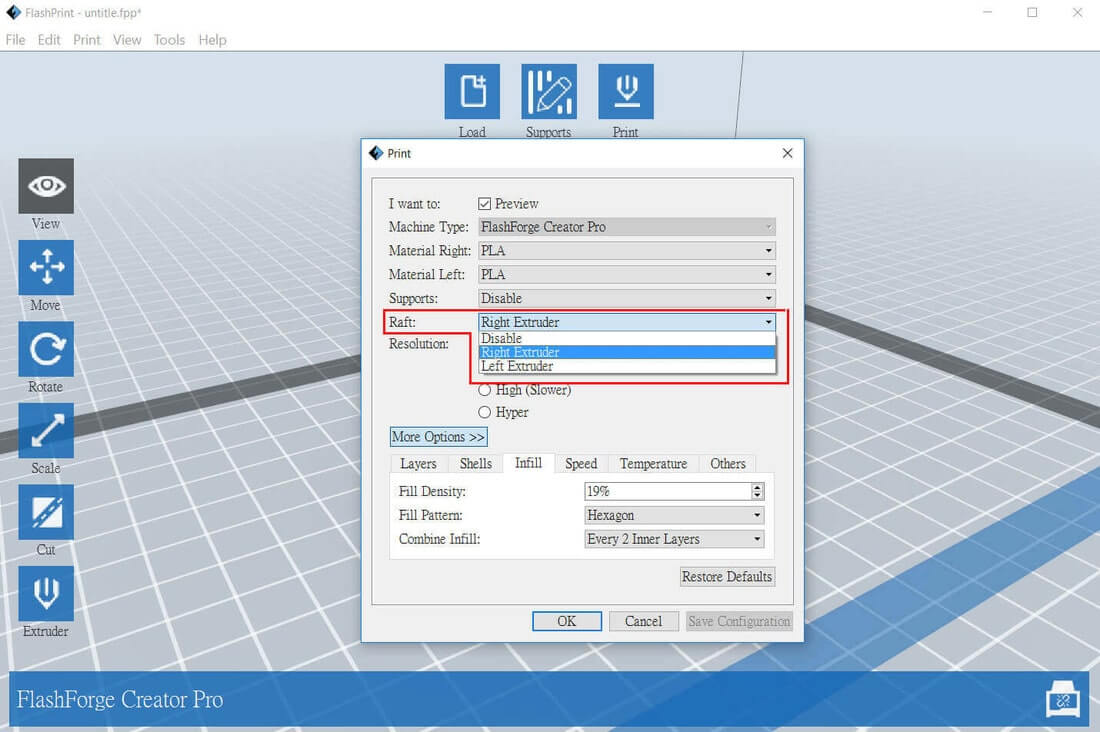
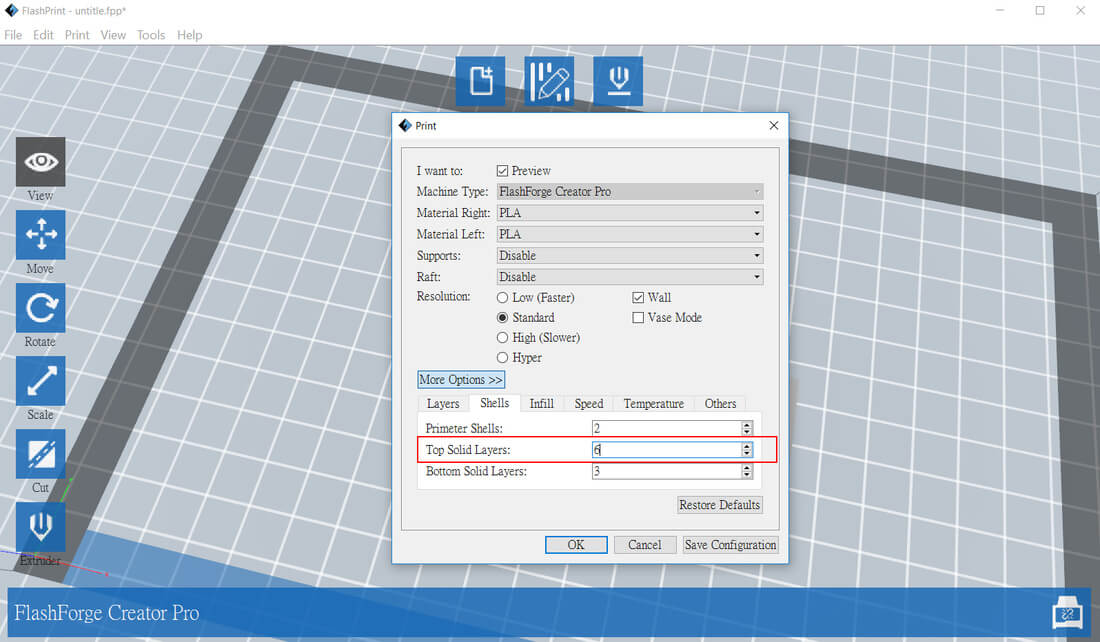
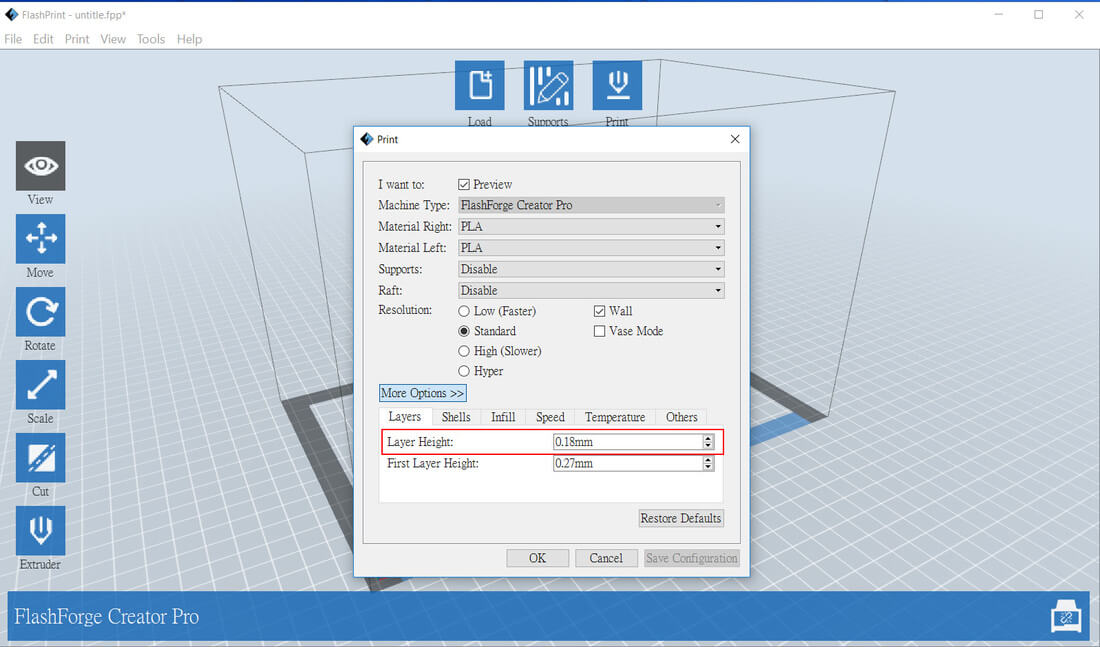
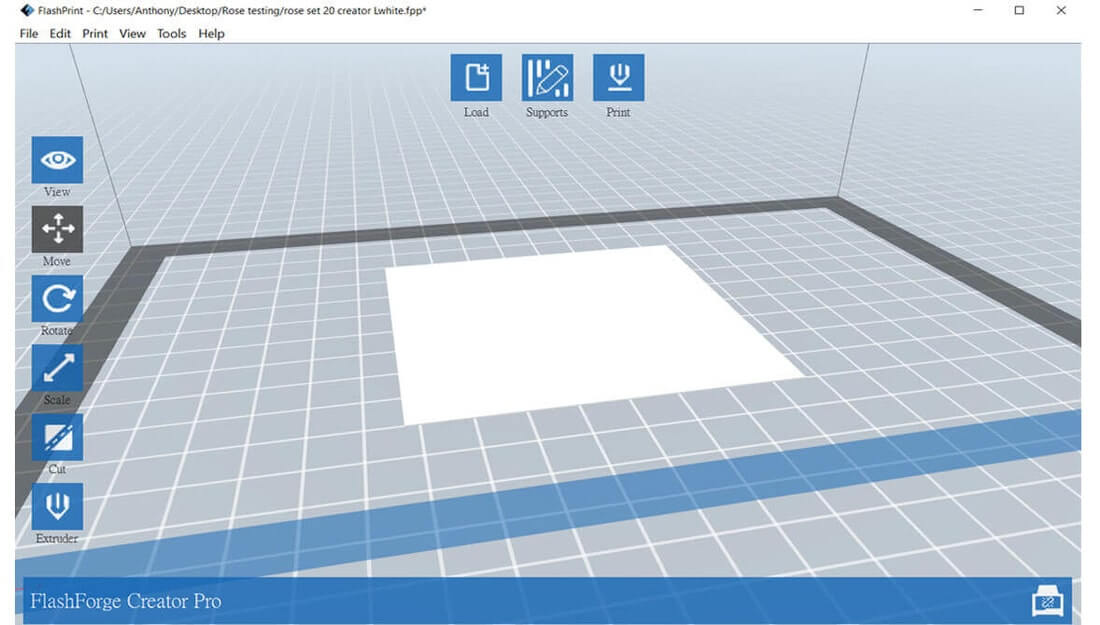
要在Flashforge 的3D列印軟件Flashprint中設定First Layer Height 的話,可在以下圖中的菜單中設定:
要在Flashforge 的3D列印軟件Flashprint中設定First Layer Height 的話,可在以下圖中的菜單中設定: