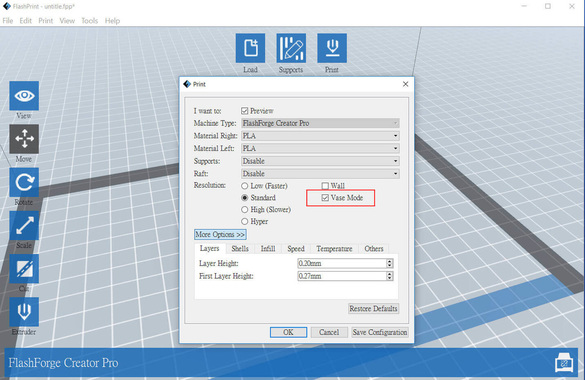
我們在3D打印軟件中設置完一些打印設定後,都想預先大概知道打印出來的模型效果會是怎樣,而3D打印軟件中的Layer View功能就可以幫助到你。
Layer View觀察模式其實就是讓用家去觀看模型每一層打印時的狀況。透過Layer View觀察的話,可能會看到一些細節地方由於過小而無法清楚地打印出來,所以Layer View可以讓你預先觀察到打印時模型會有什麼效果。
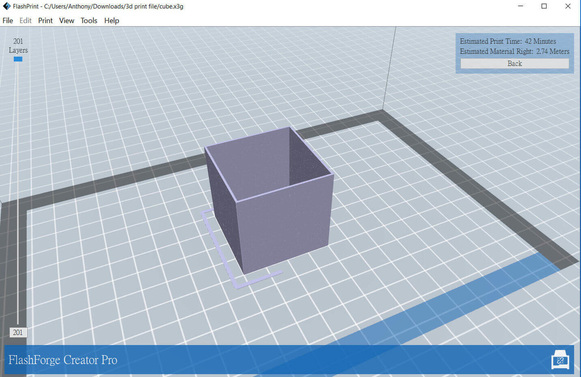
有時候如果3D模型本身有問題,在Layer View觀察模式下,可能會看到模型中間出現一些空白的斷層,這樣代表3D模型本身有問題導致3D打印軟件不能把它進行切片(slicing)。這時候你就需要先把3D模型修整後才再放進3D打印軟件中作3D打印設定。
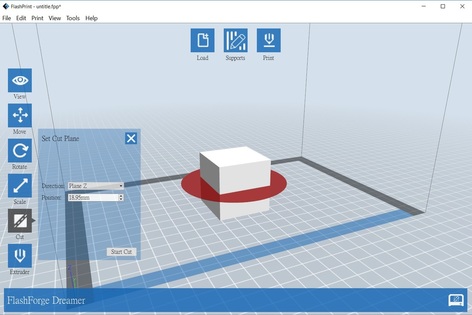
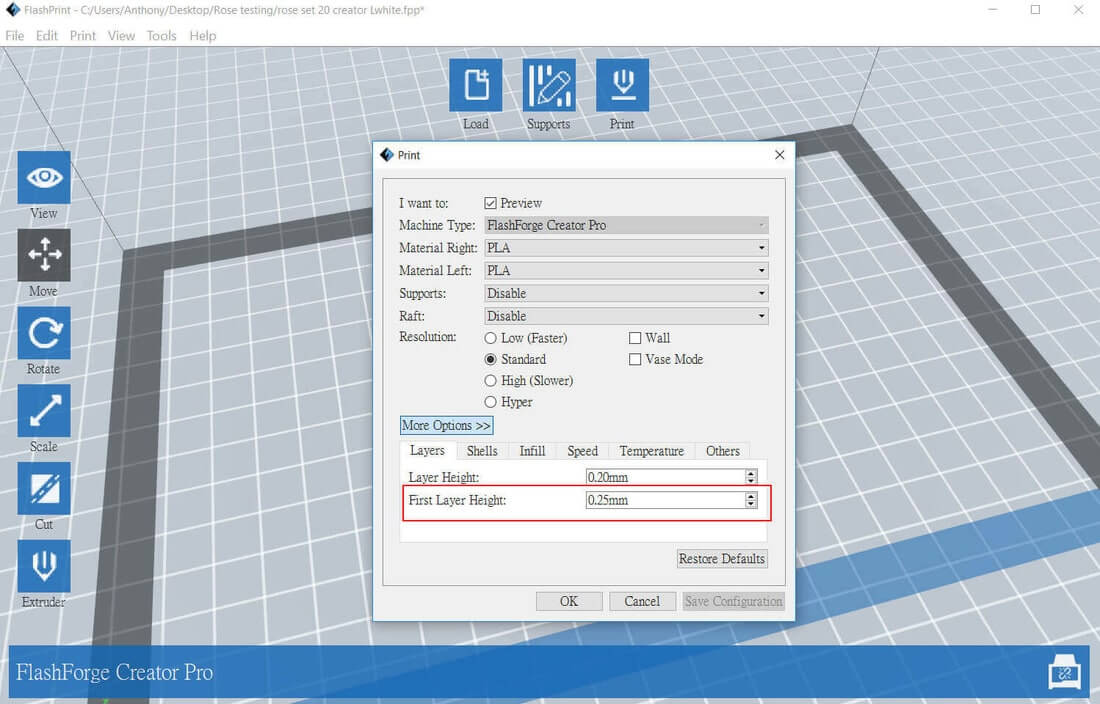
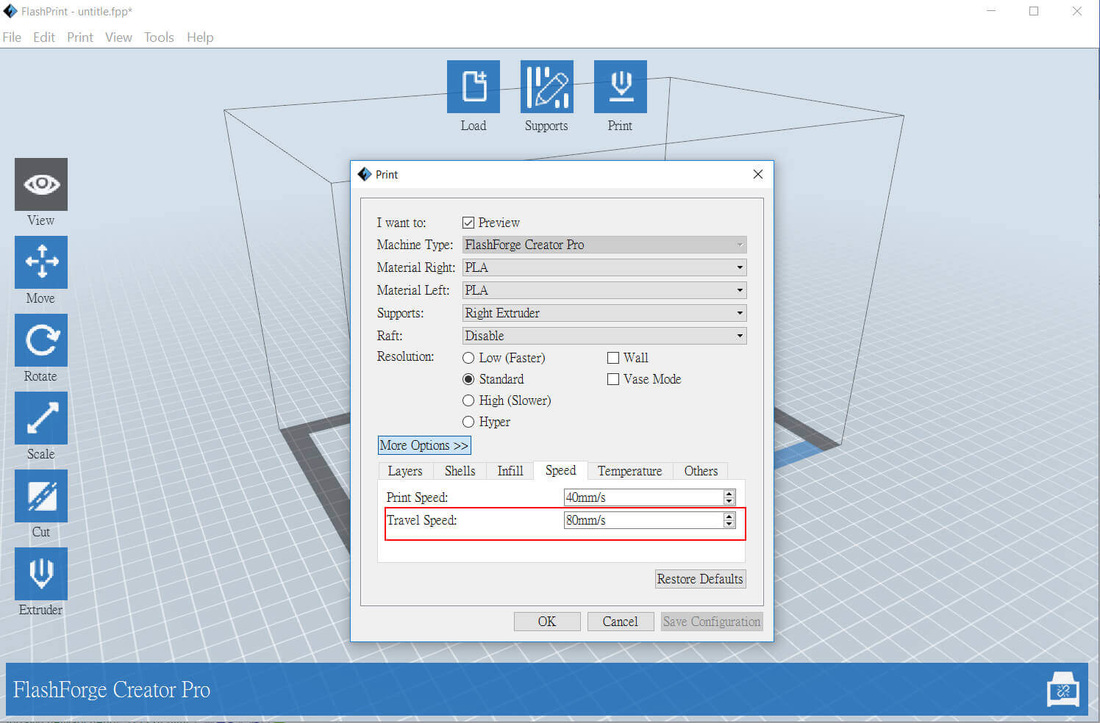
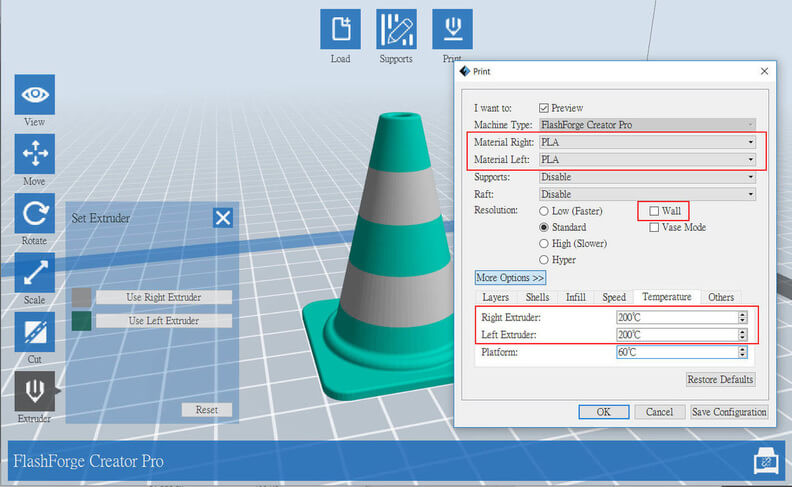
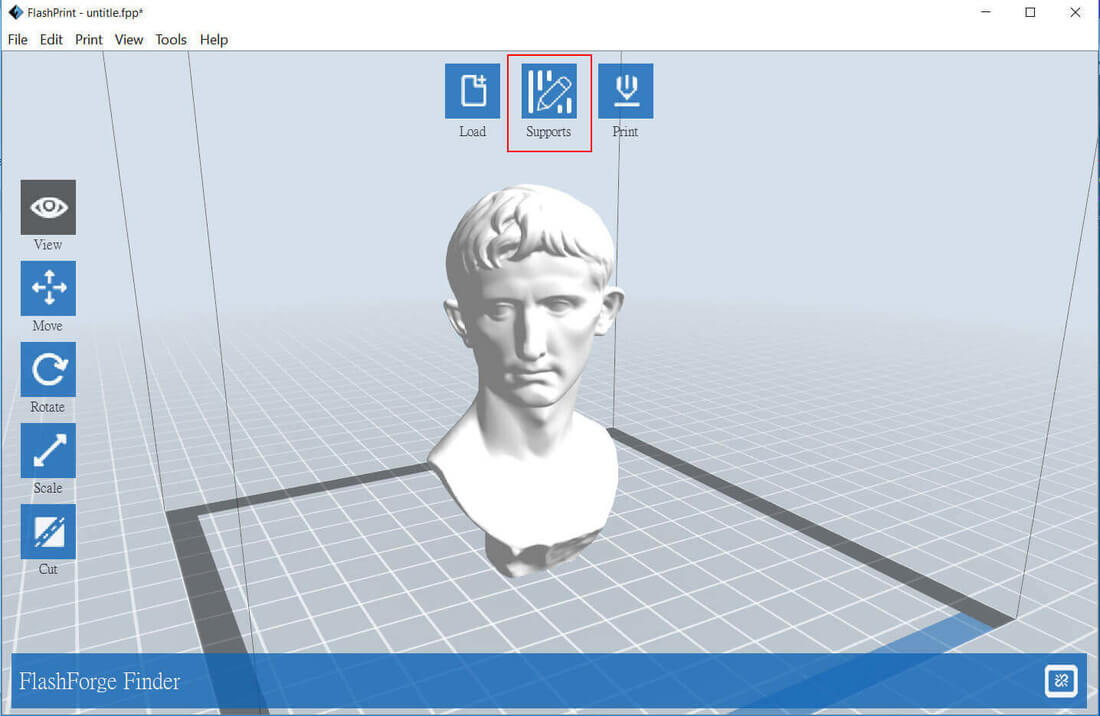
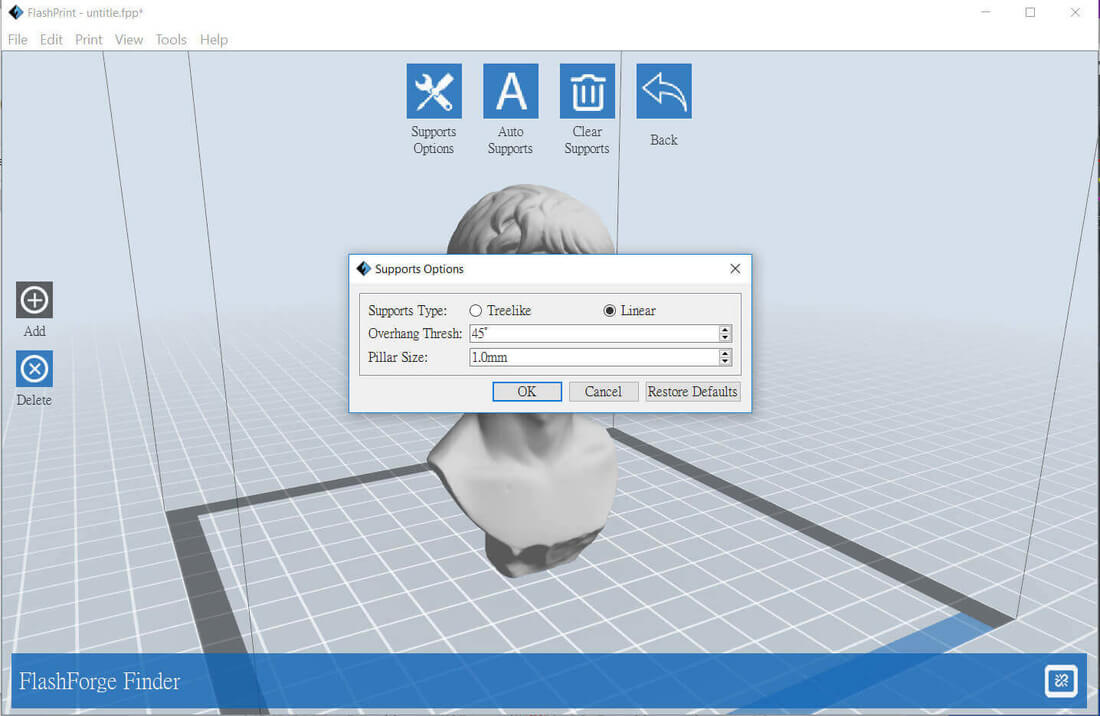
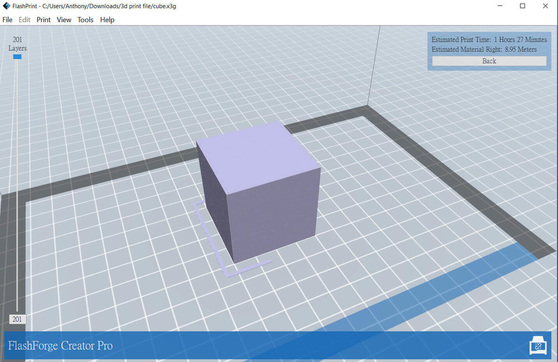
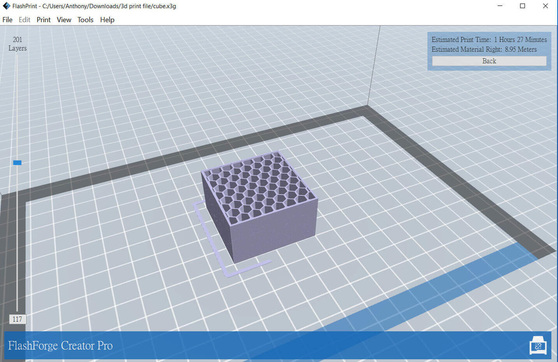
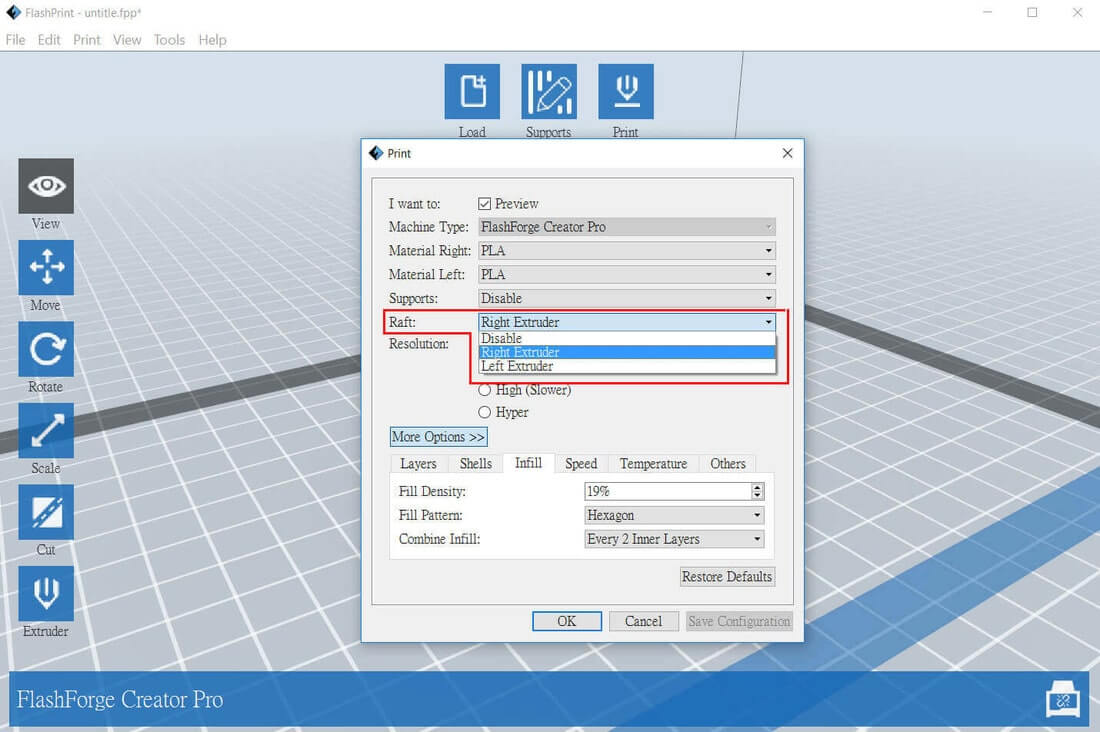
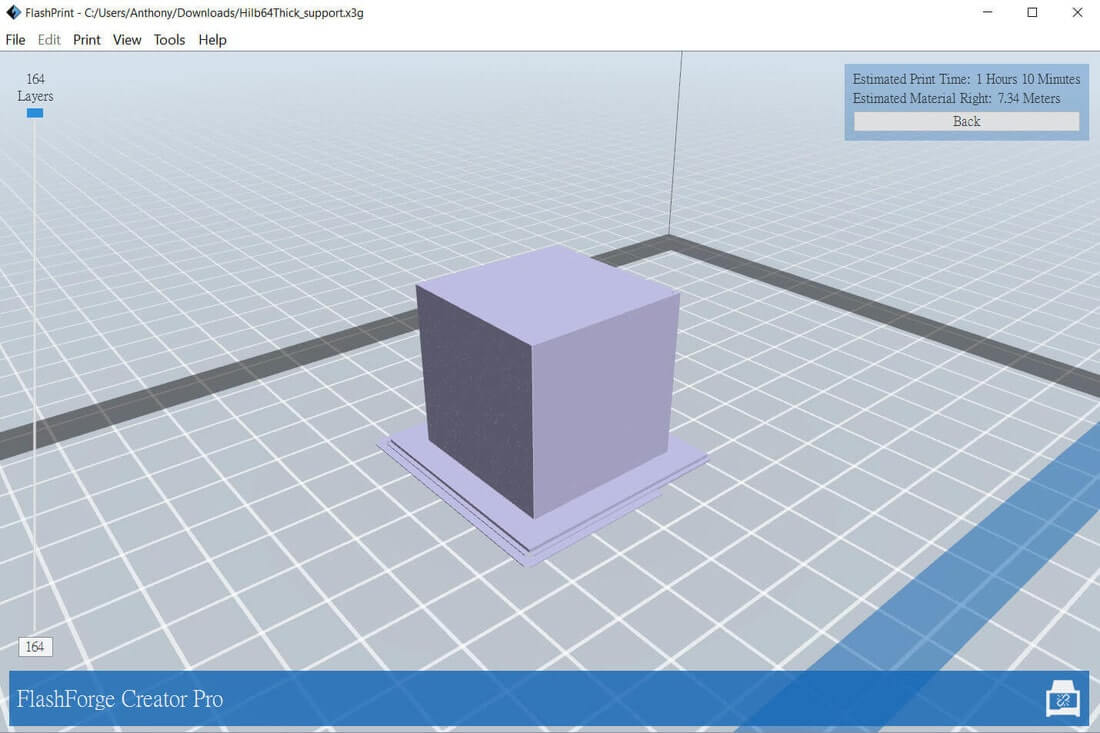
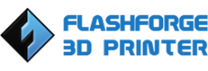
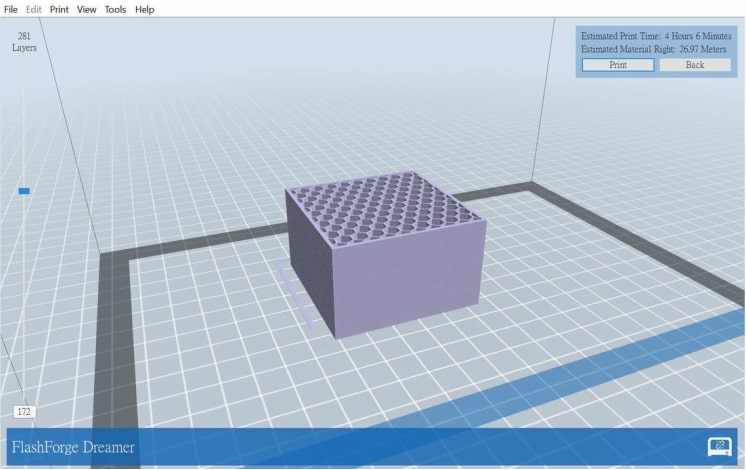
Layer View會在3D打印軟件分析了你的3D打印設定後才會出現。而在Flashforge的3D打印軟件中Flashprint中,當你每次設置完打印設定並按“ok”後, 軟件就會有一個Layer View觀察模式讓你看到每一層layer打印時的模樣,如下圖所示:
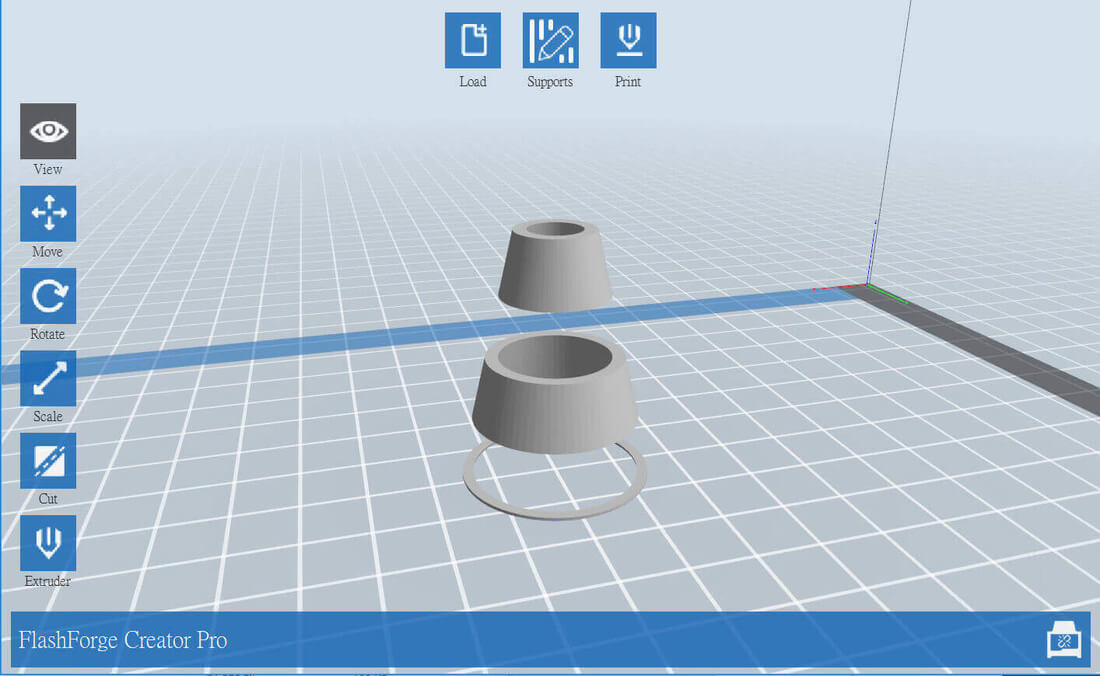
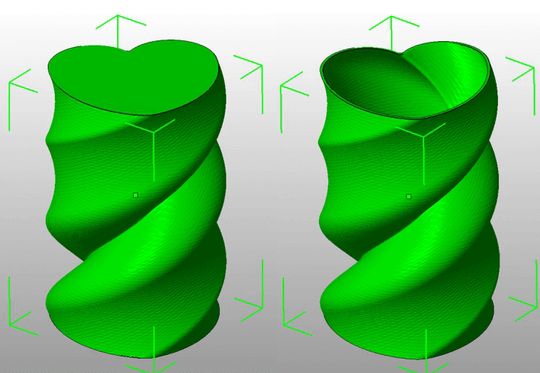
model by CreativeTools
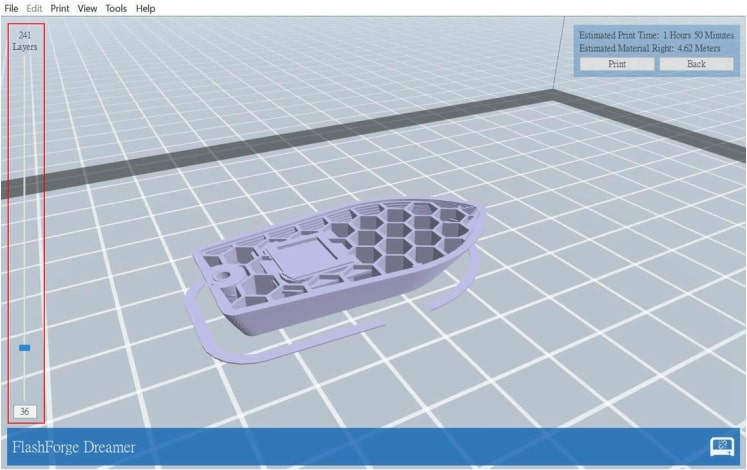
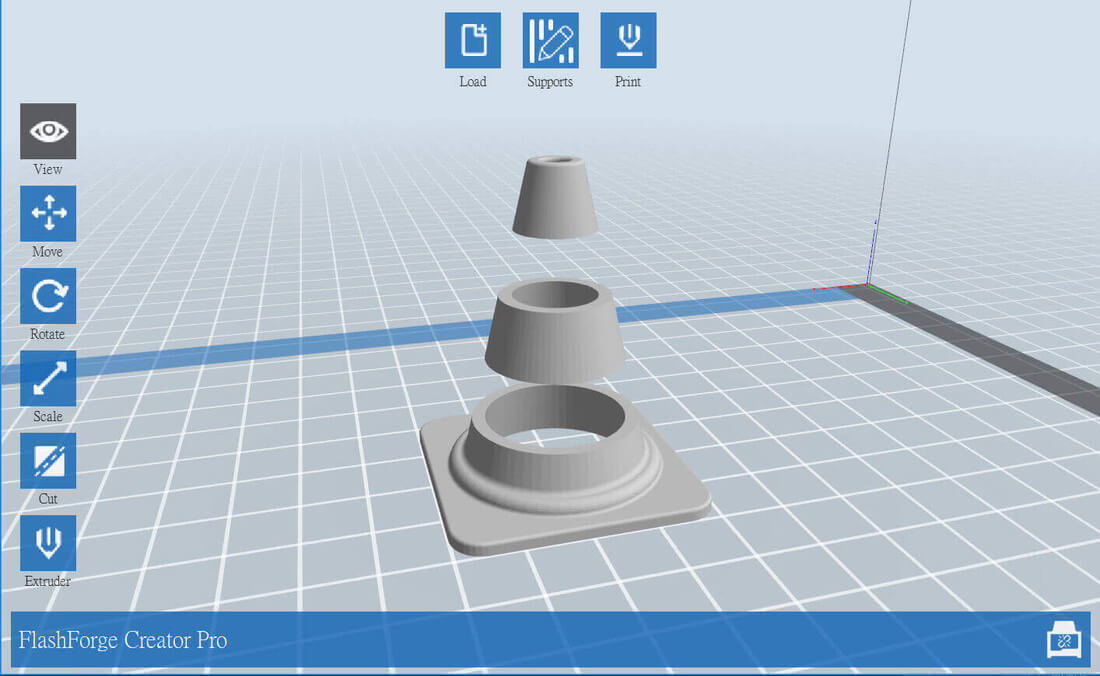
用家可以利用界面左邊的調節器去觀察模型每一層的模樣。