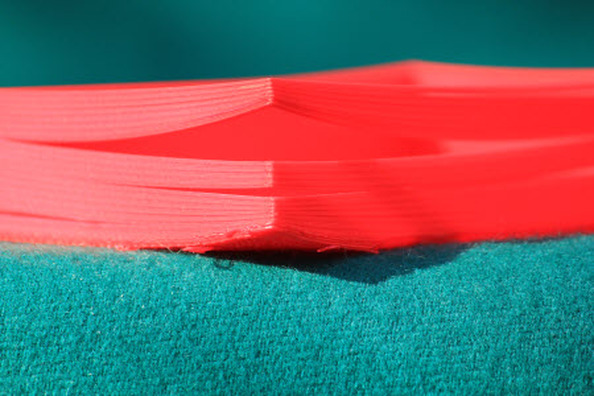
如列印一些大尺寸的模型,在3D列印軟件中作設定時有些地方是需要注意的,這次會簡單地說明一下。
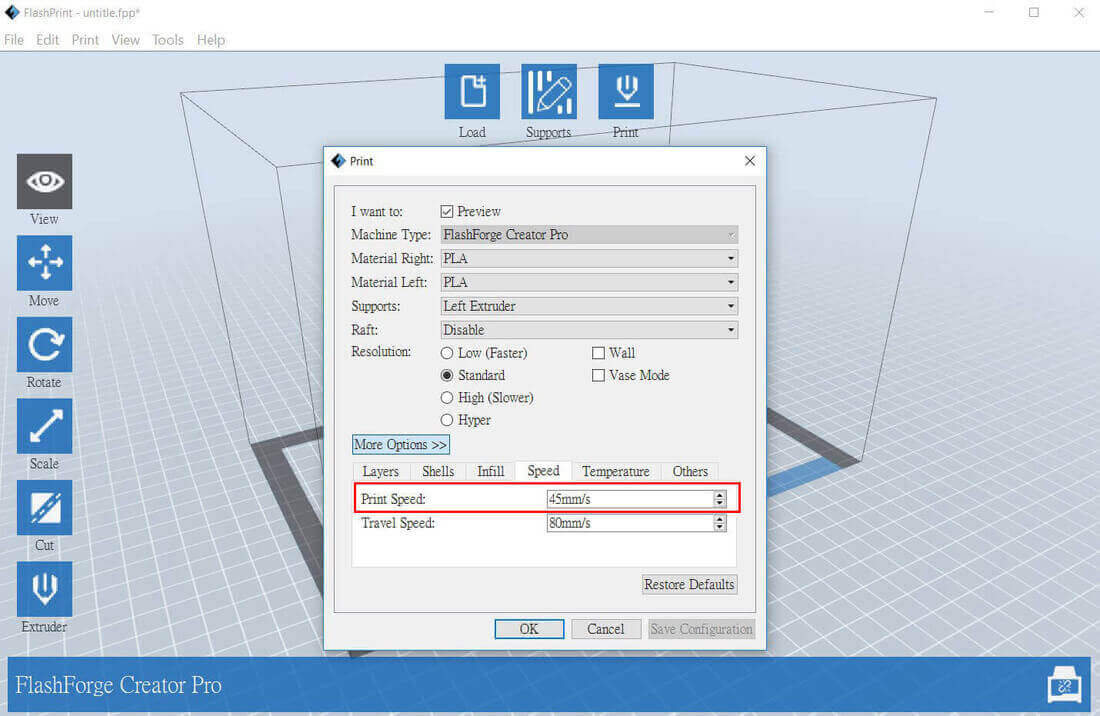
1. 列印速度
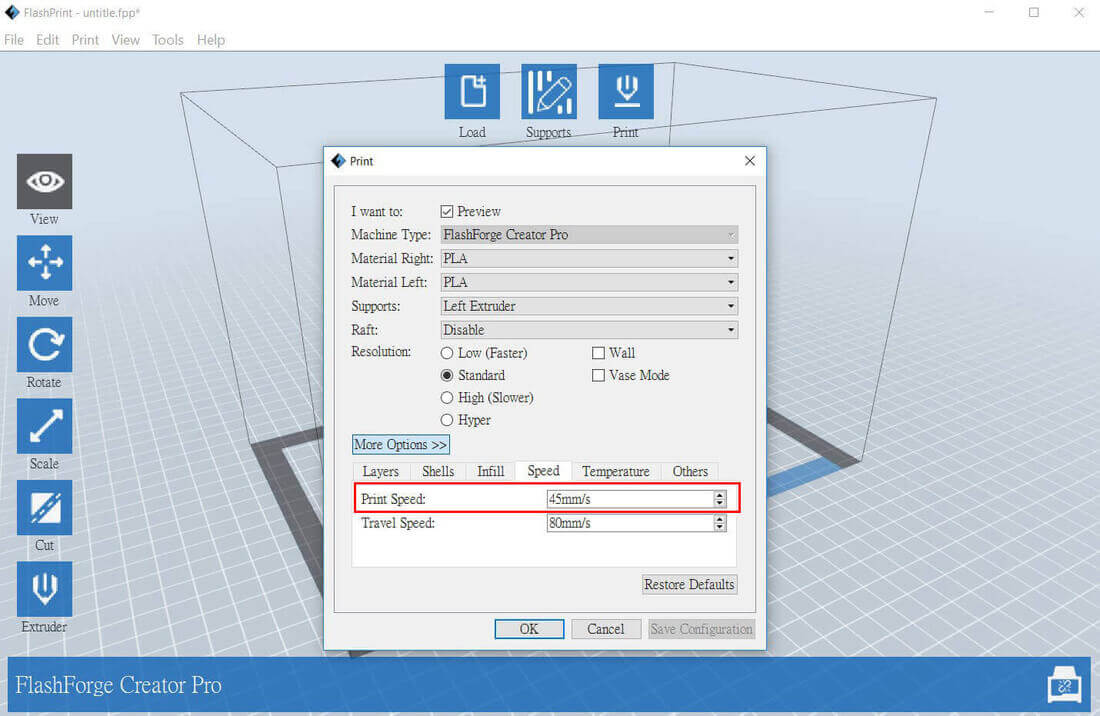
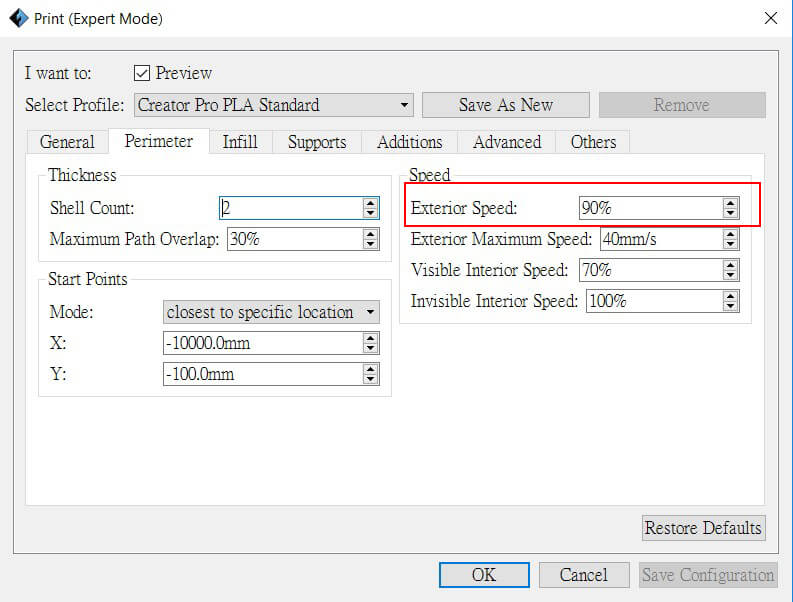
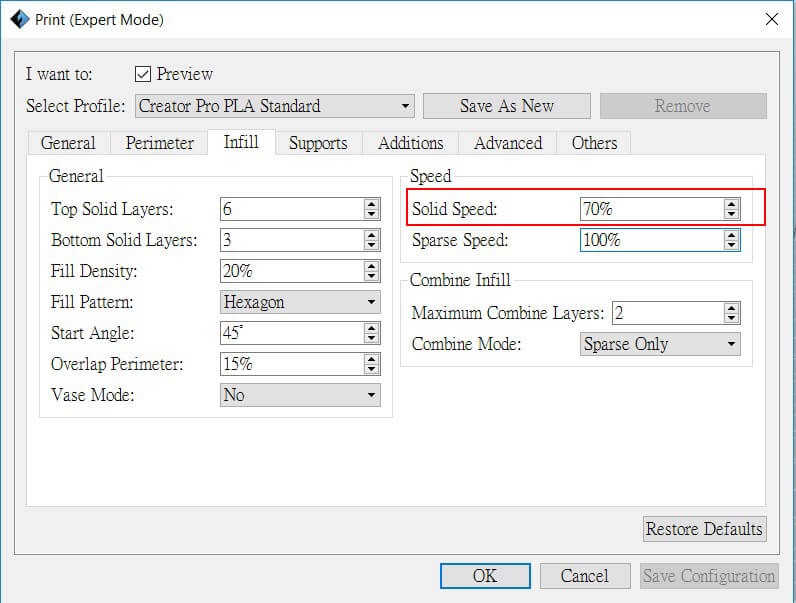
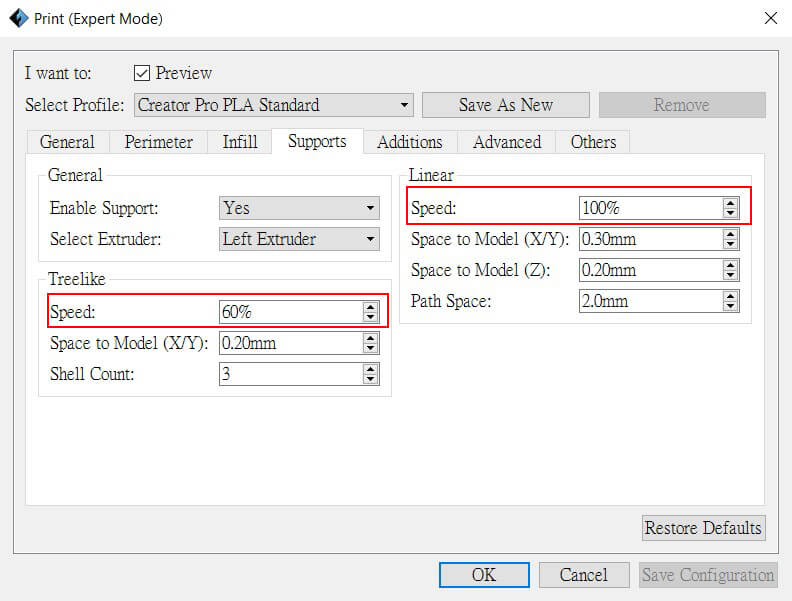
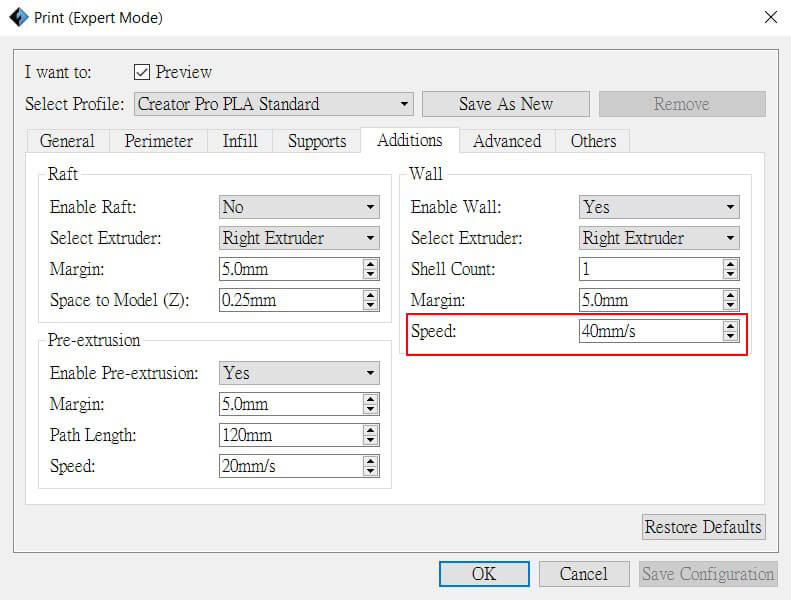
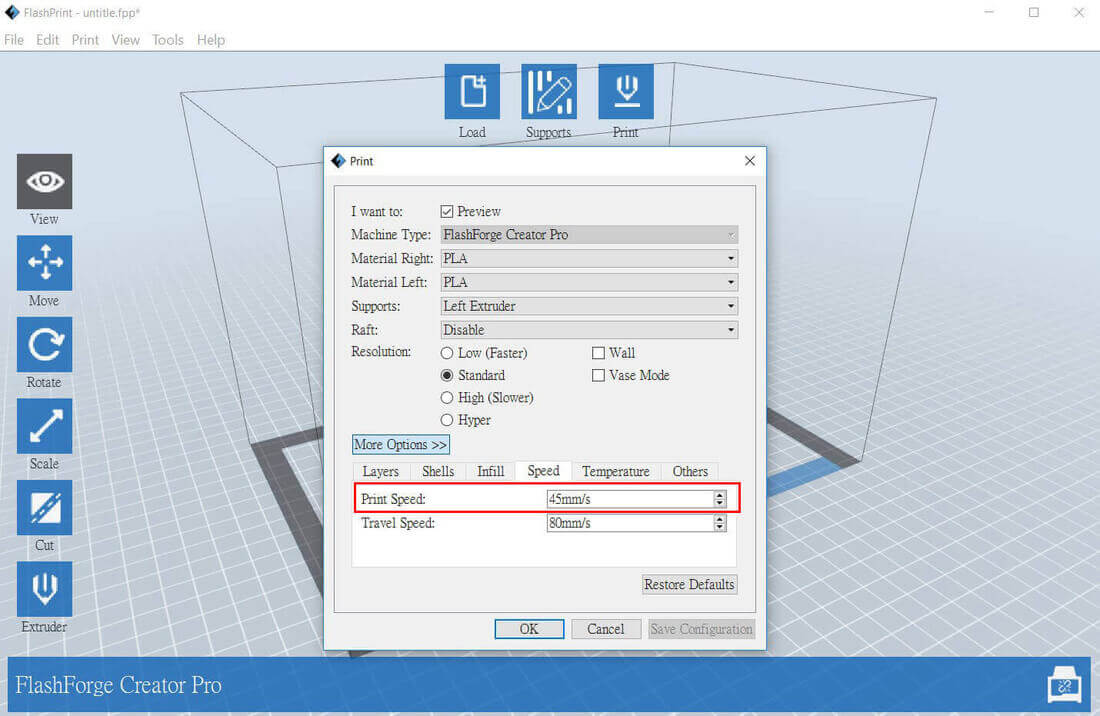
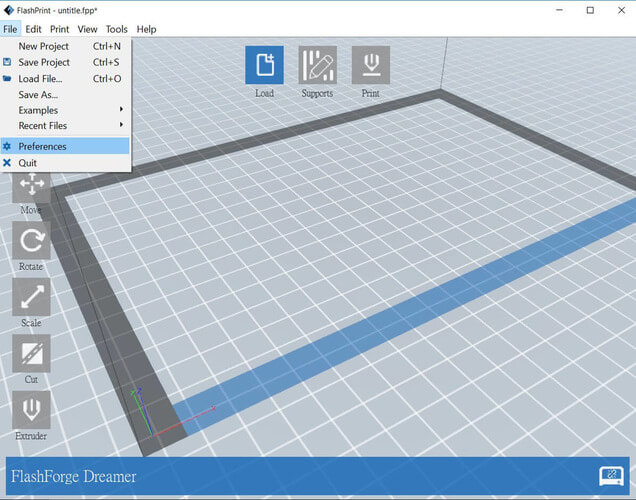
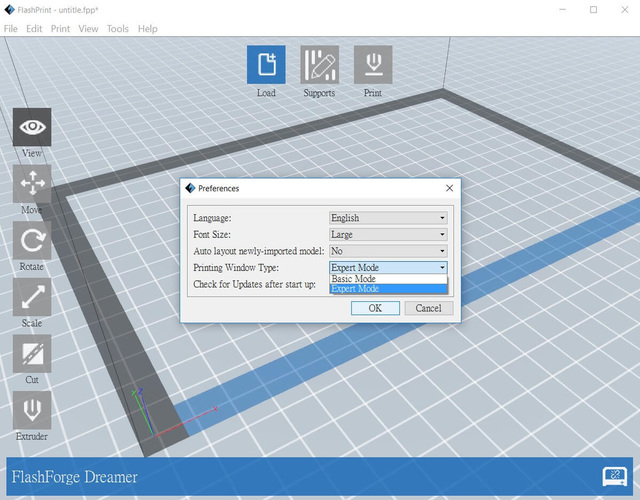
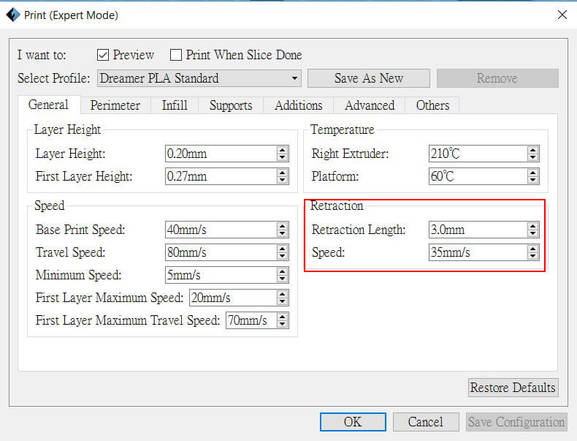
首先,列印速度盡量調慢一點,這樣可以讓擠出來的膠料有足夠的時間牢固地粘貼在列印平台上,讓3D列印大尺寸模型時出現的翹邊狀況減低。Flashprint中設置列印速度的位置如下:
首先,列印速度盡量調慢一點,這樣可以讓擠出來的膠料有足夠的時間牢固地粘貼在列印平台上,讓3D列印大尺寸模型時出現的翹邊狀況減低。Flashprint中設置列印速度的位置如下:
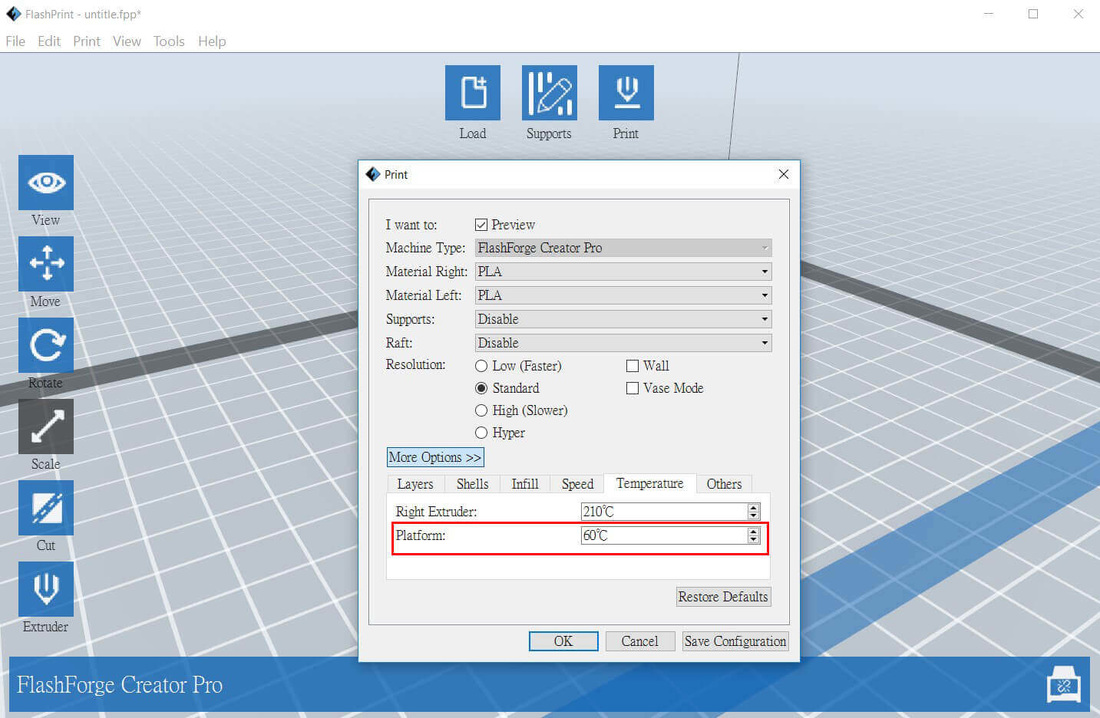
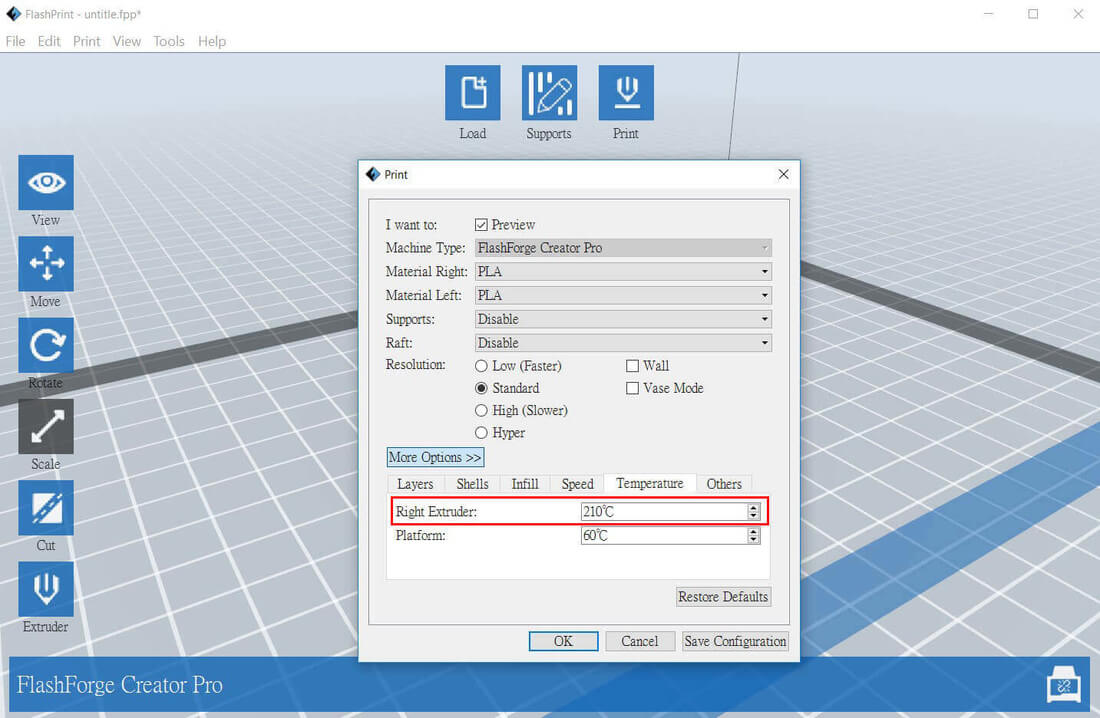
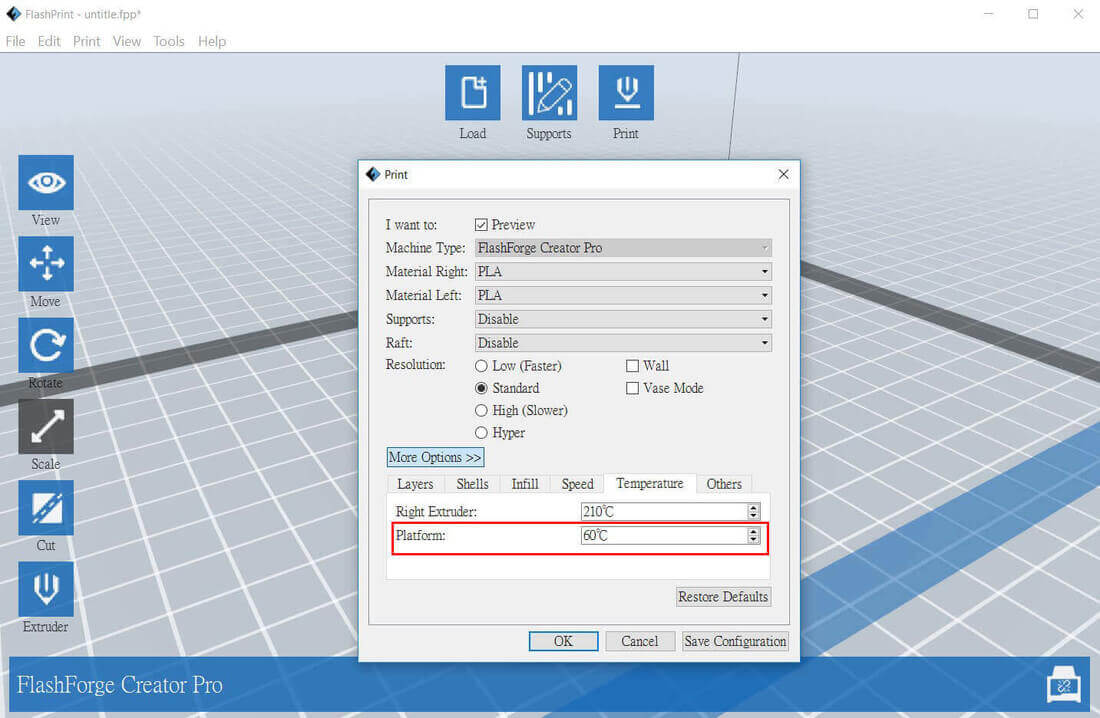
2. 列印平台的溫度
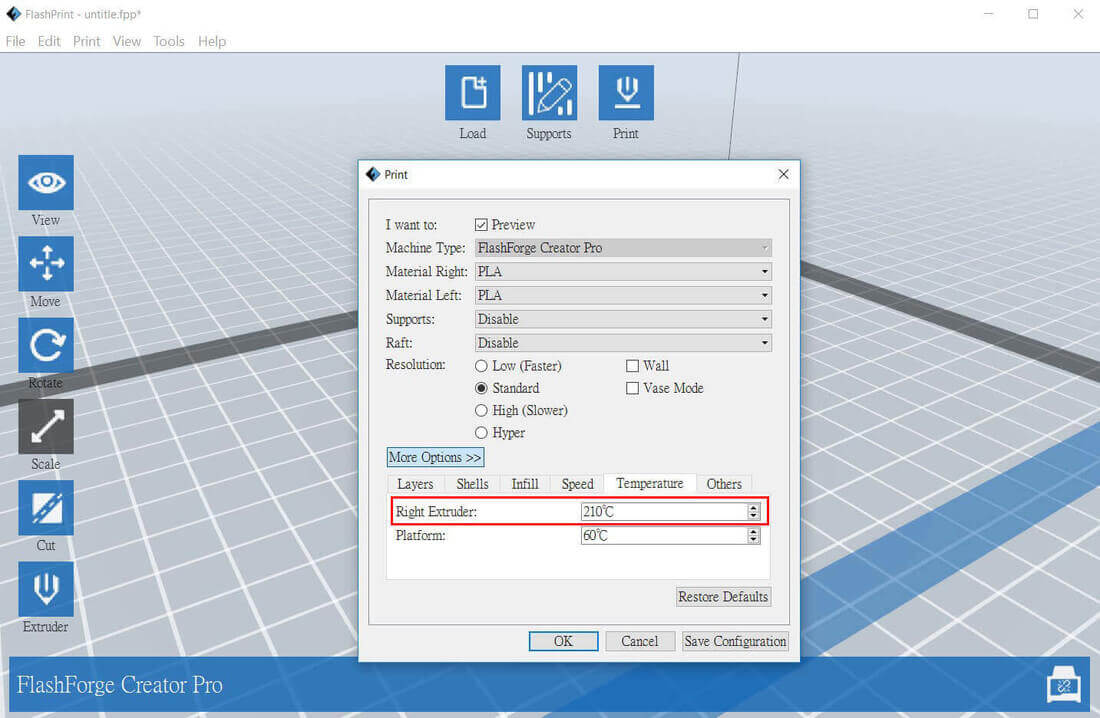
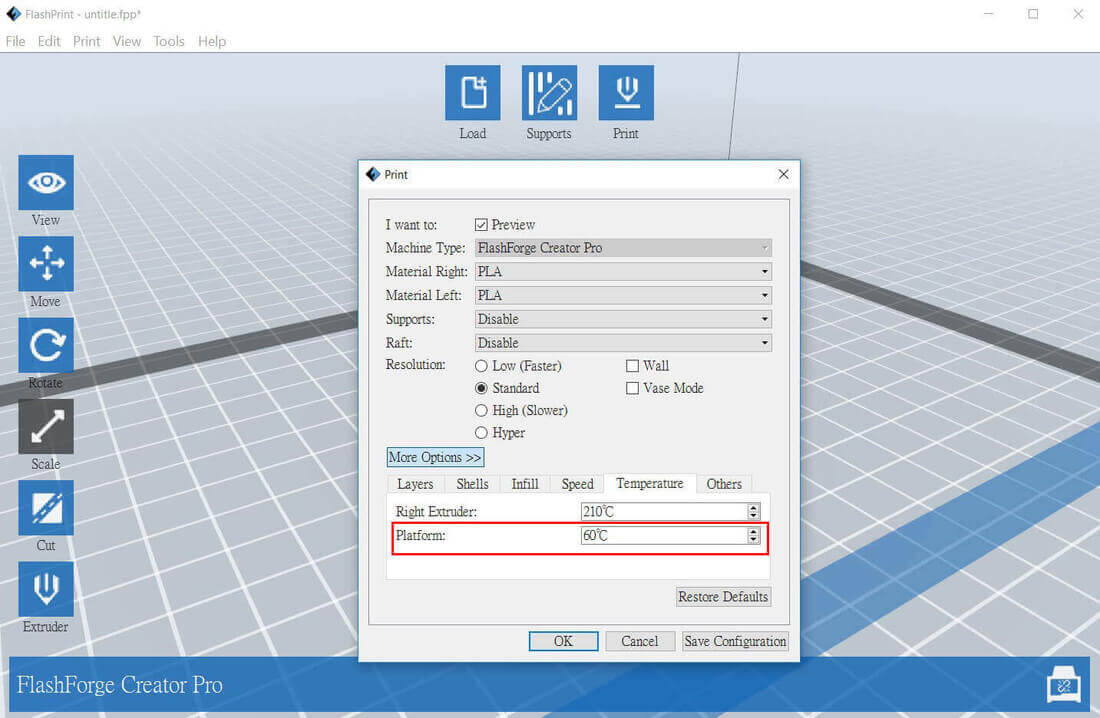
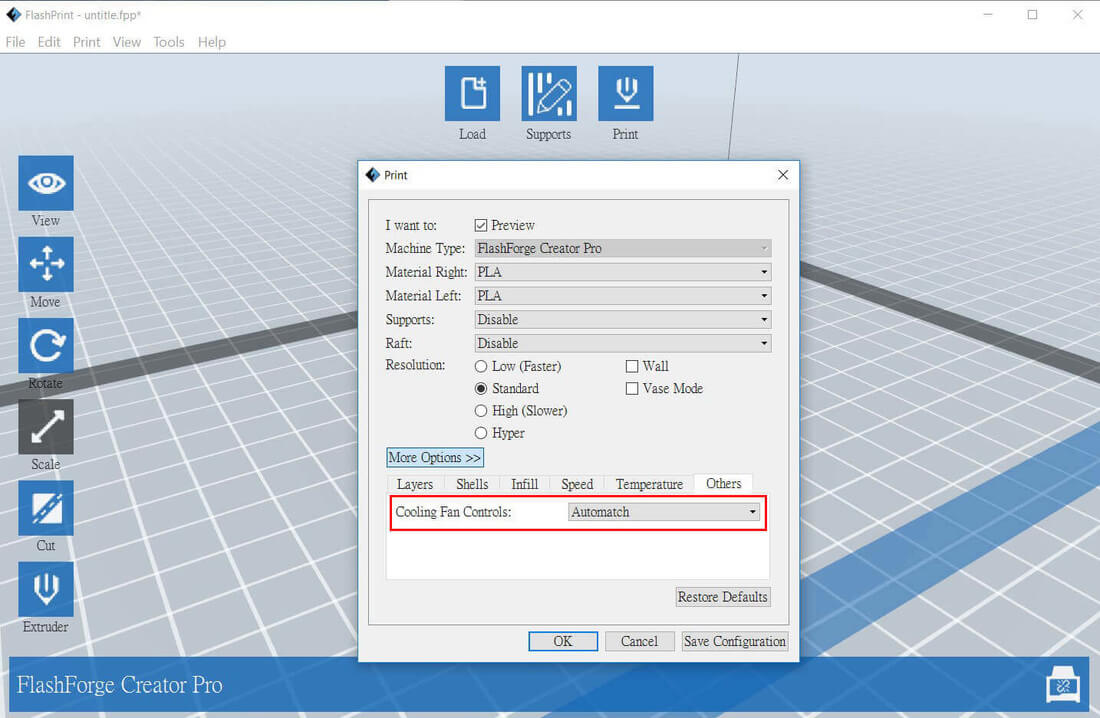
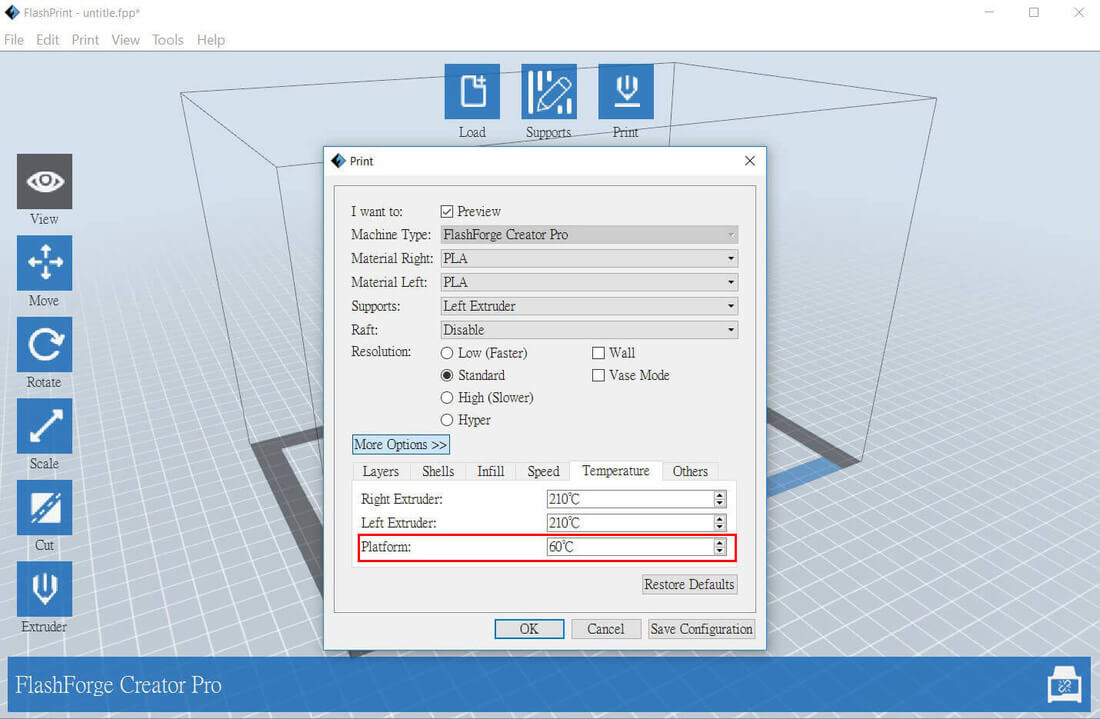
如果列印平台可加熱的話,請把加熱功能啟動,並把溫度調到適合你所用的列印耗材。如果沒有加熱功能的列印平台,就需要在平台表面上加上漿糊, Kapton Tape或 Masking tape,以增加列印平台的粘貼度去減少翹邊問題。Flashprint中設定列印平台的溫度很容易找到:
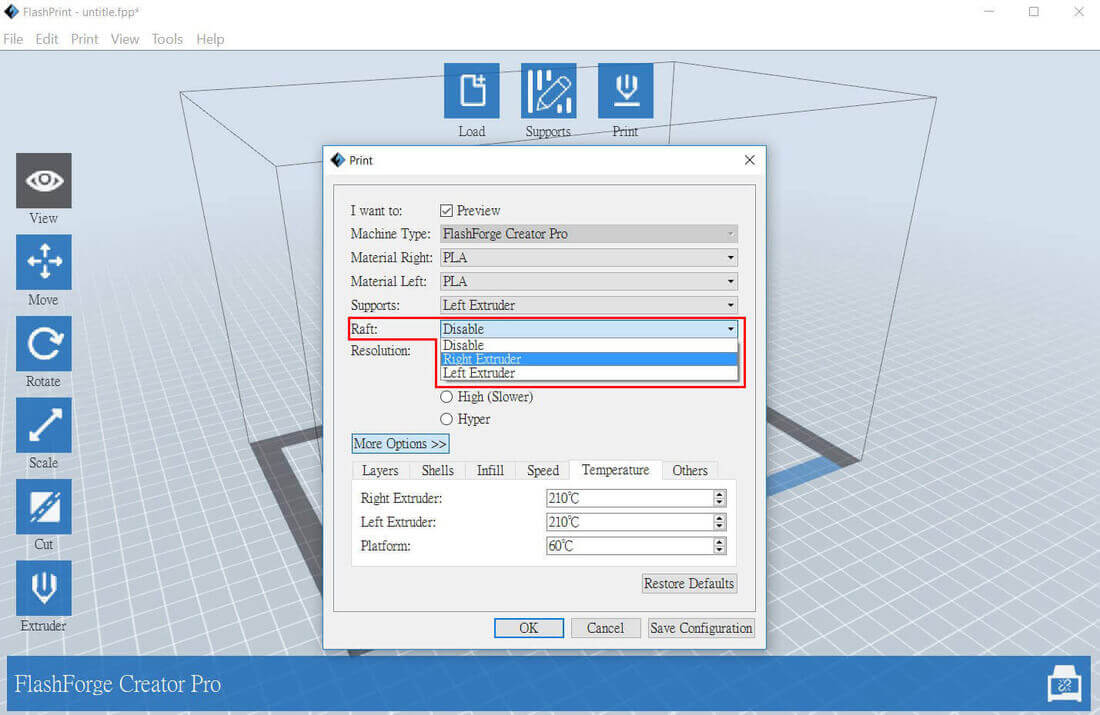
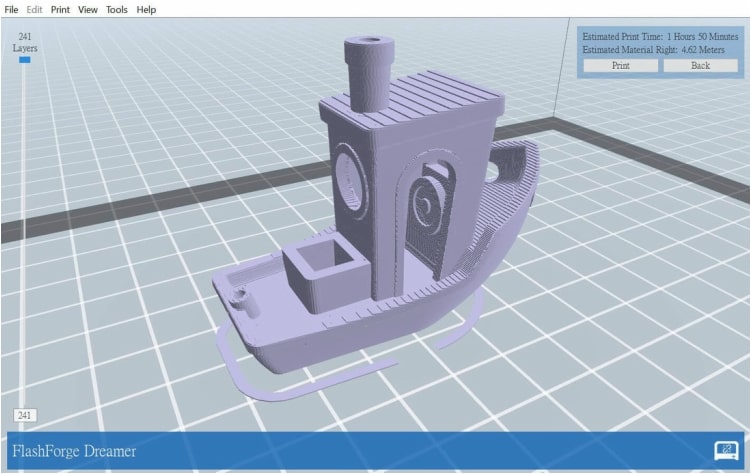
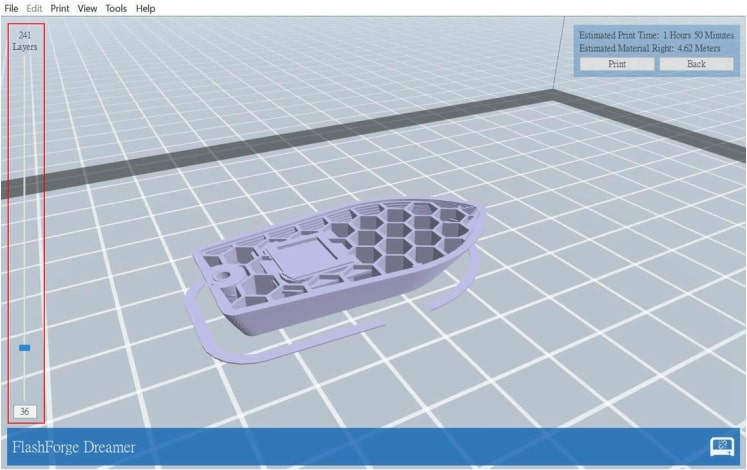
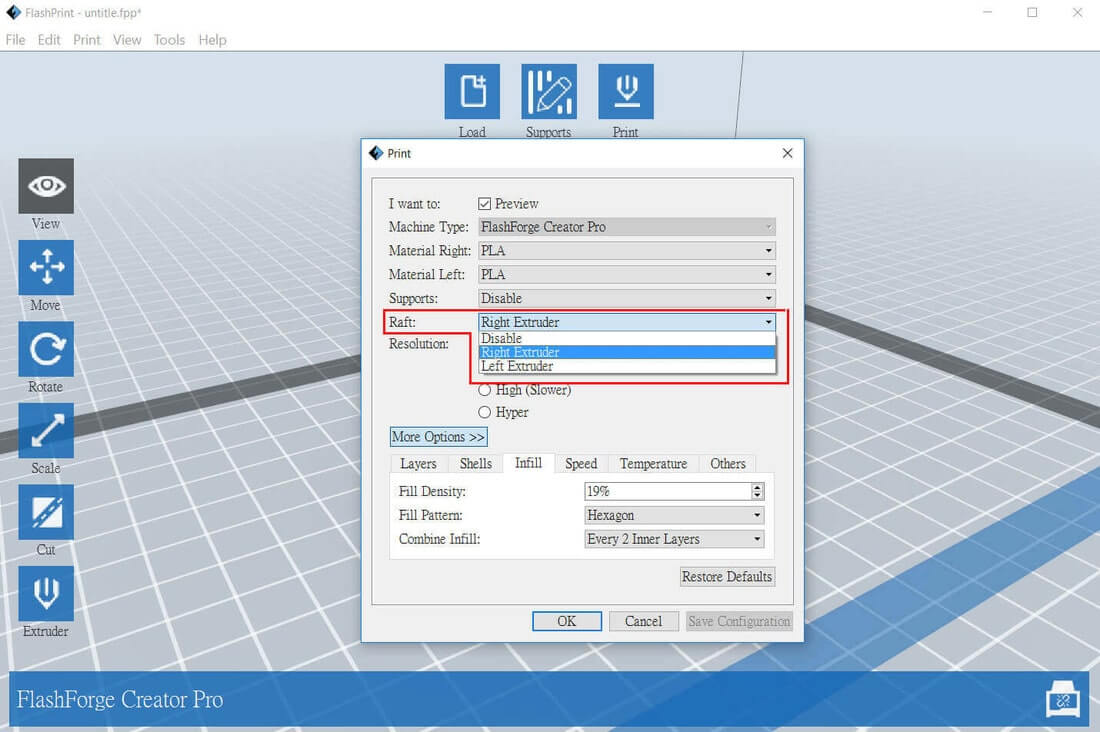
3. 在大尺寸模型底部加上Raft或Brim
大尺寸的模型底部很容易翹邊,所以3D列印時模型底部最好加上Raft 或Brim,這樣可以增強擠出來的膠料在列印平台上粘貼性,降低翹邊出現的機會。而Flashprint 可以讓用家加上Raft:
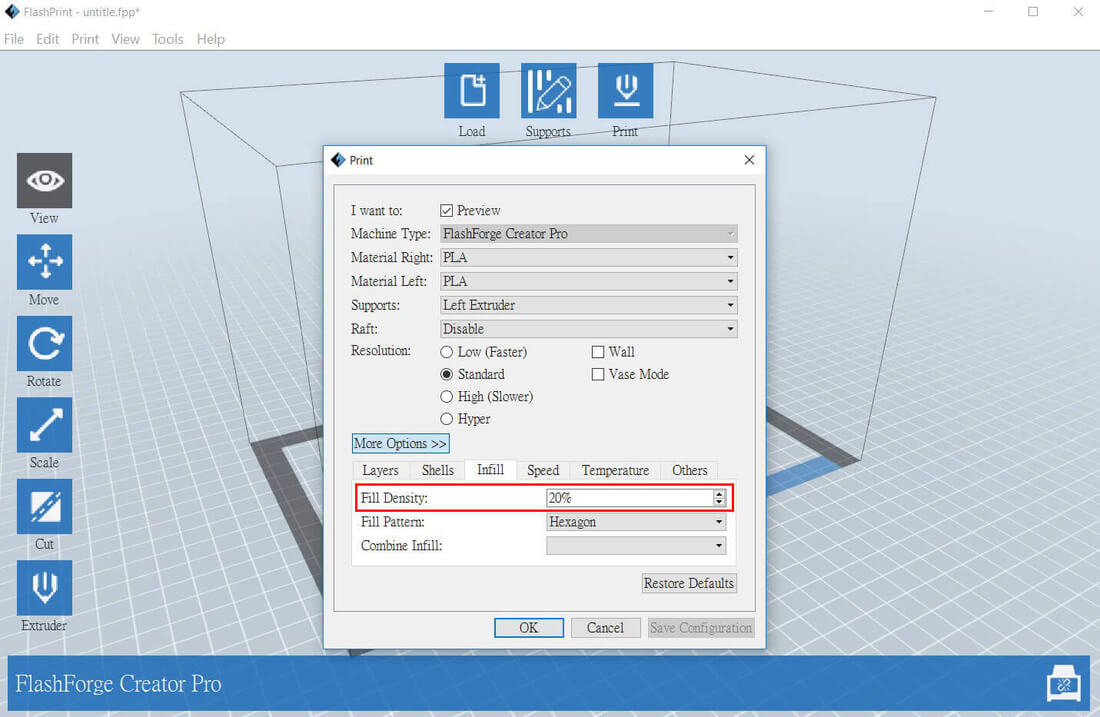
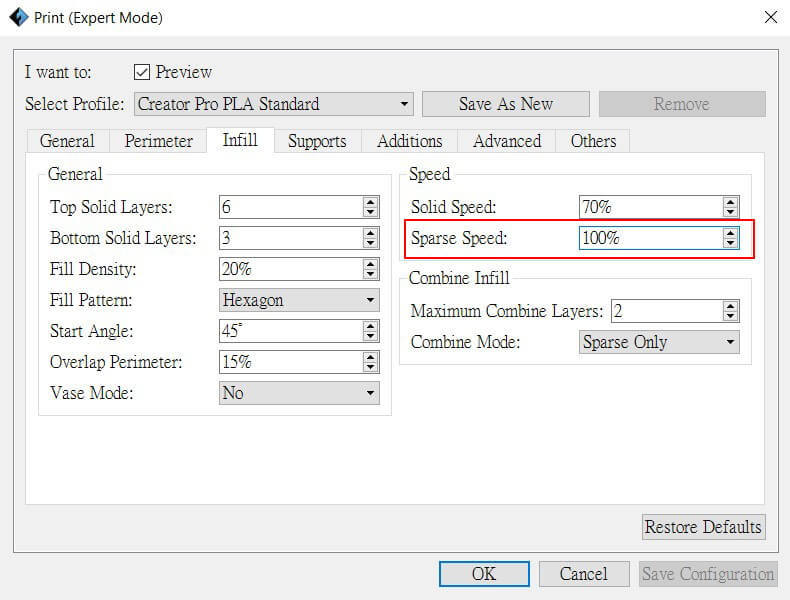
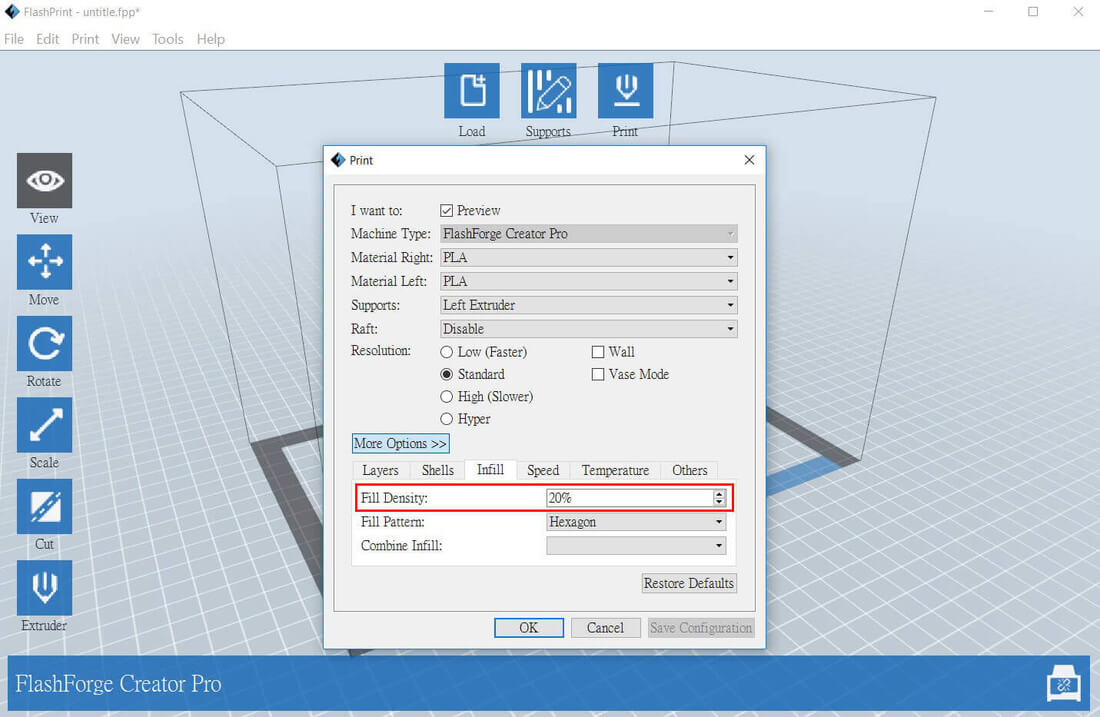
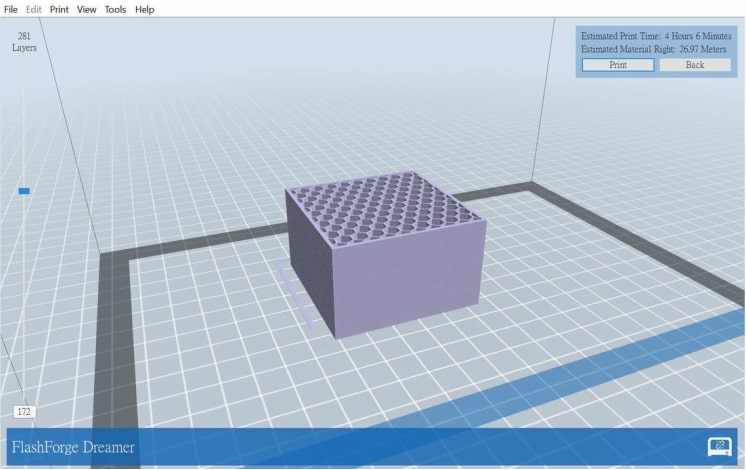
4.填充密度
大尺寸模型內部的填充密度最好降低,因為填充密度越低,即代表膠料冷卻所帶來的收縮力減少,從而改善3D列印大尺寸時的翹邊情況。