
image source: yeggi
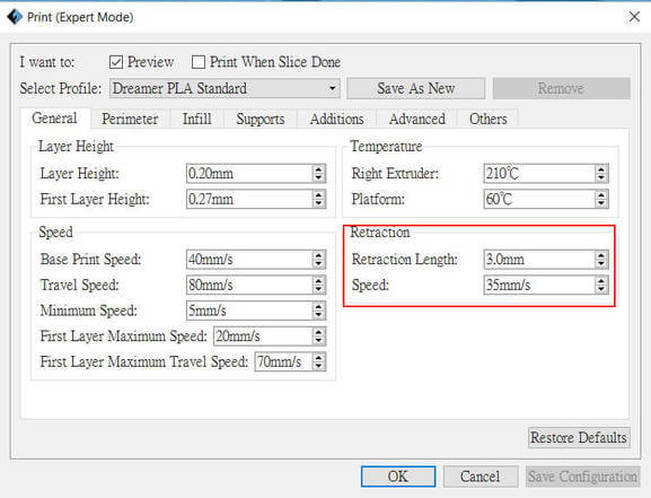
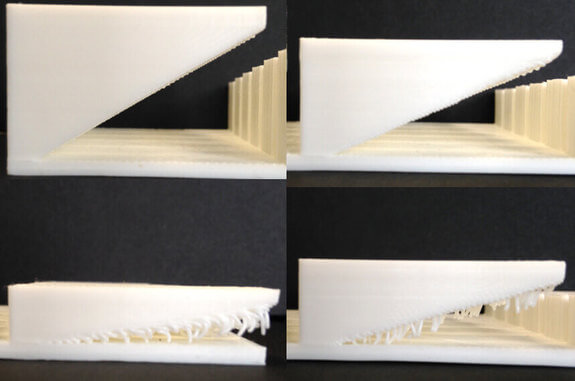
There is a function called "Retraction" in the 3D slicing software. This function is used to minimize the oozing problem during printing especially dual 3D printing .
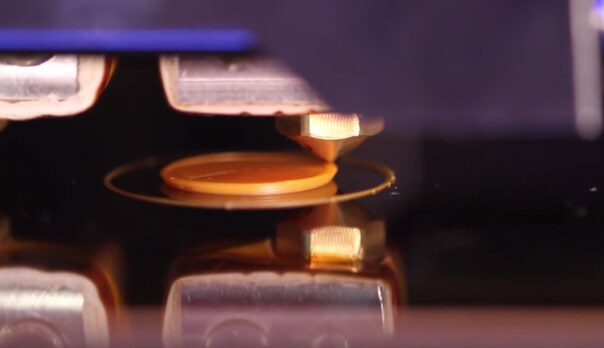
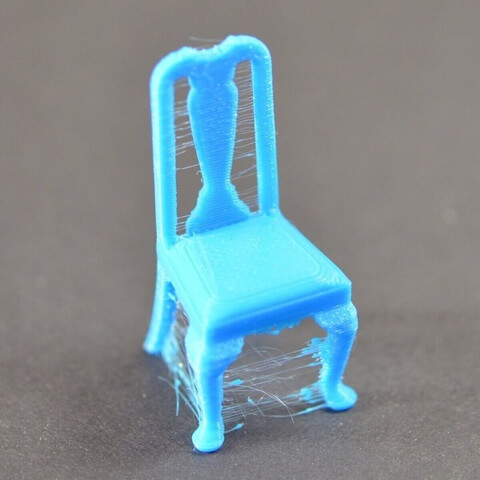
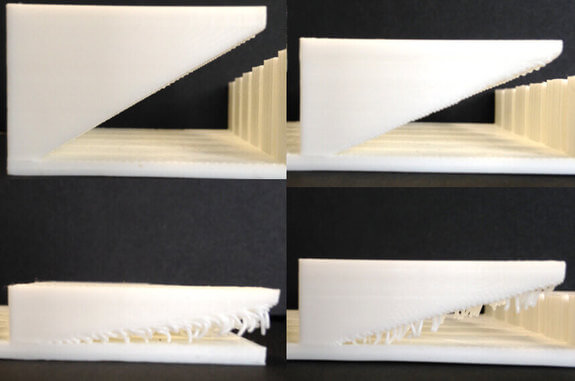
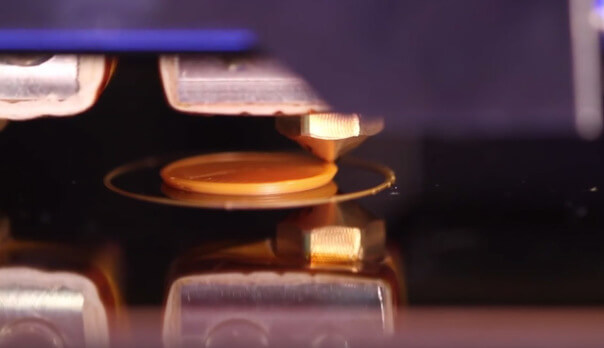
The oozing issues during dual 3D printing is caused by the fact that when one nozzle is printing the 3D model, another nozzle, which has already been heated, will be in stand-by status. During standing-by, the printing material is melted and inevitably coming out from the nozzle, which leads to oozing. We can use the "Retraction" to control the speed and movement of gears of the extruder motor to pull the filament back into the nozzle to minimize the oozing.
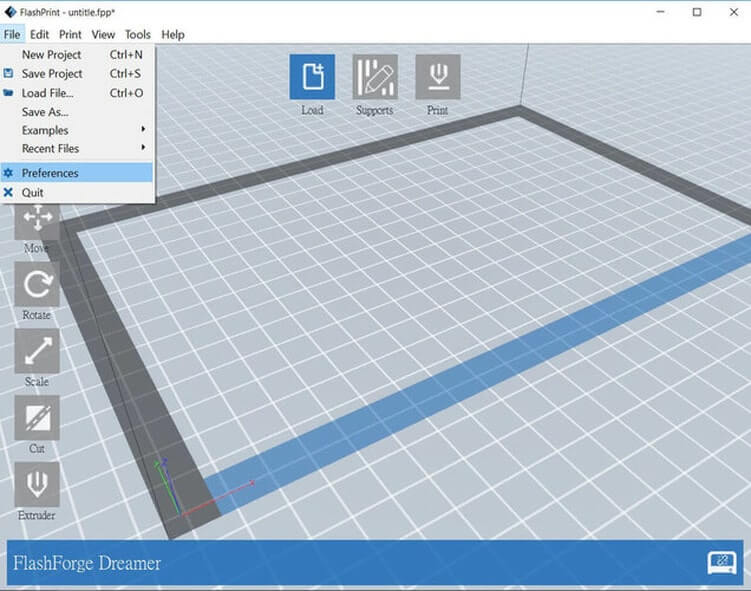
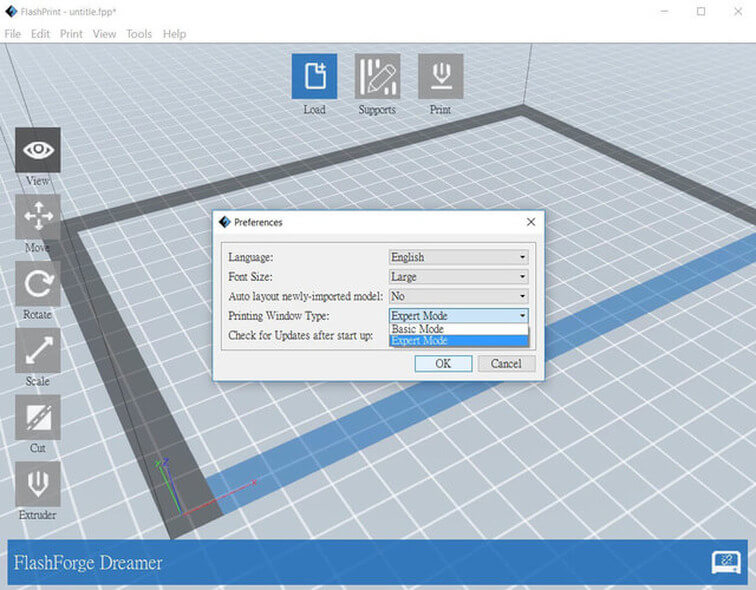
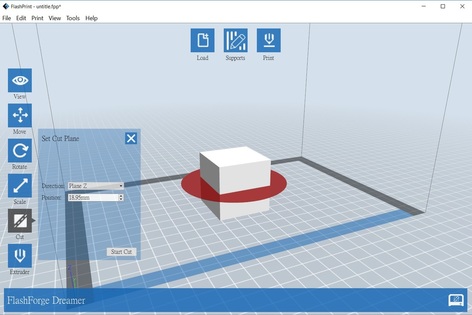
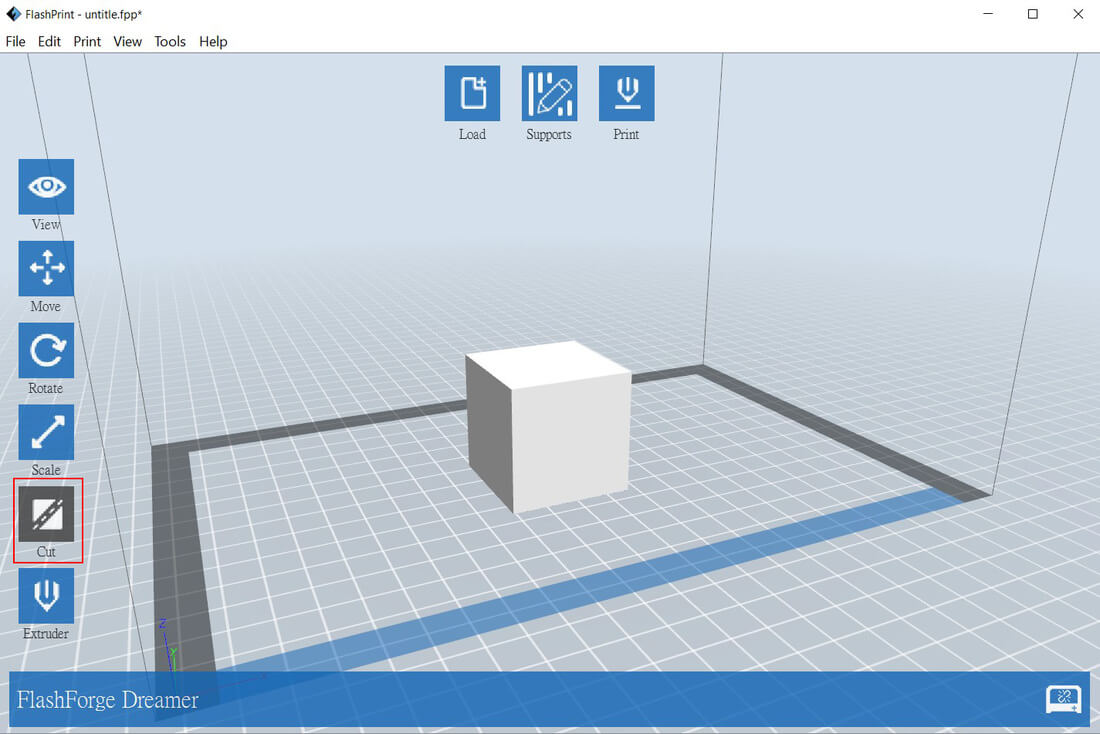
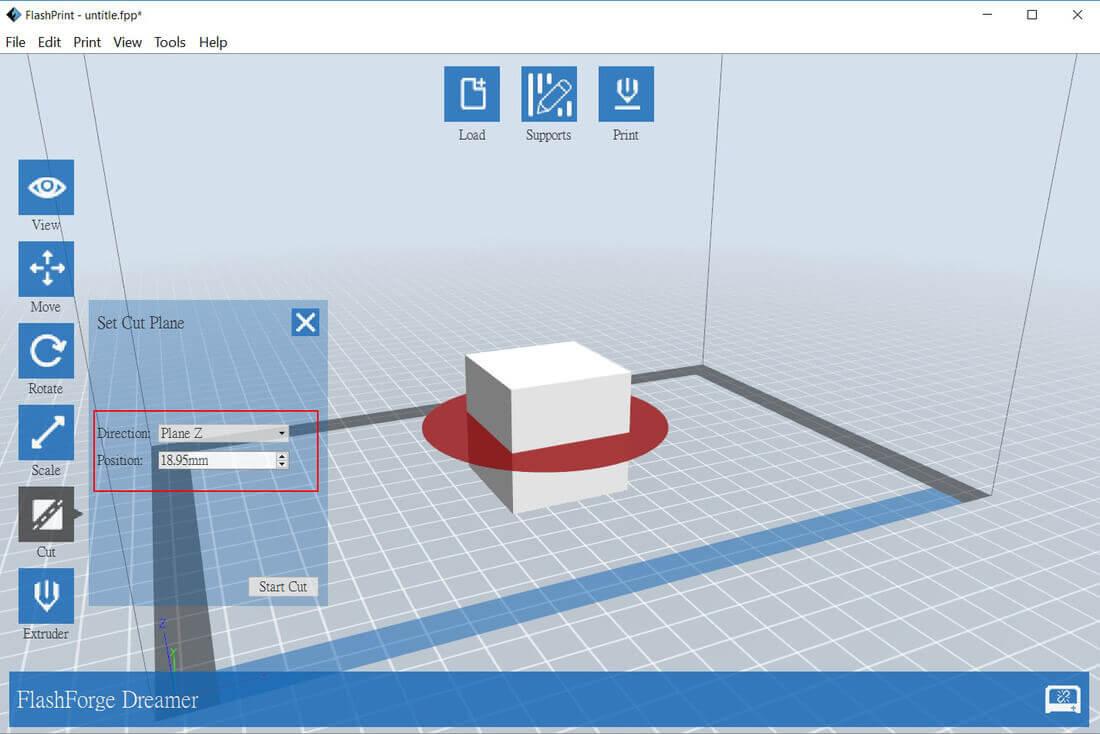
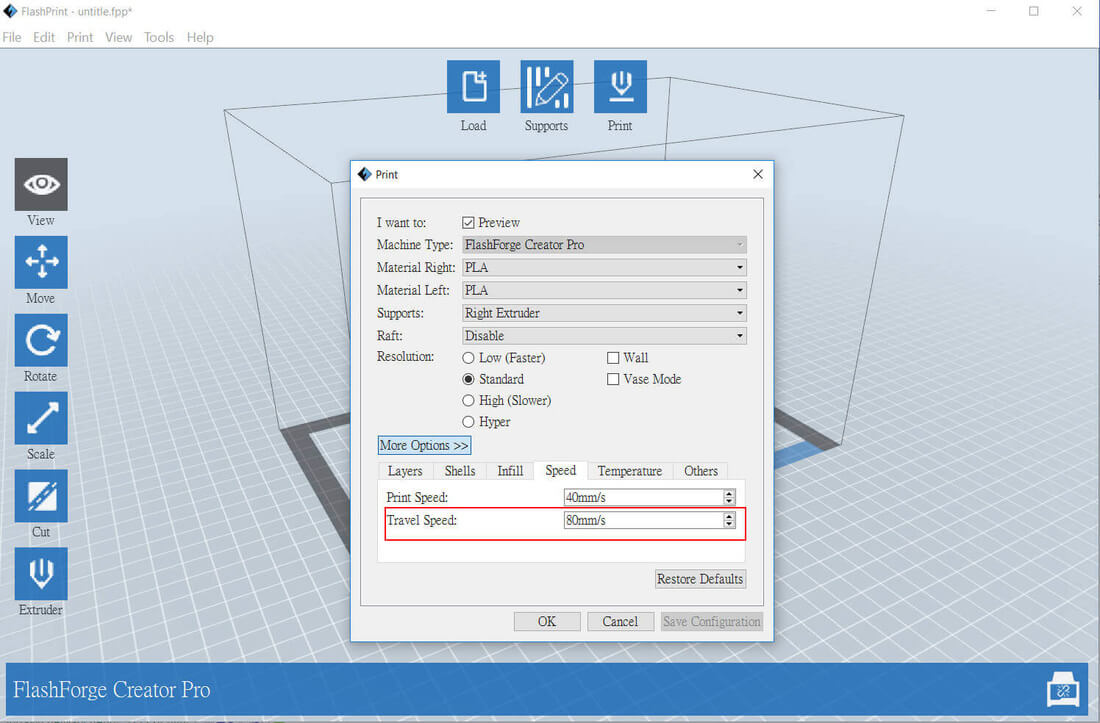
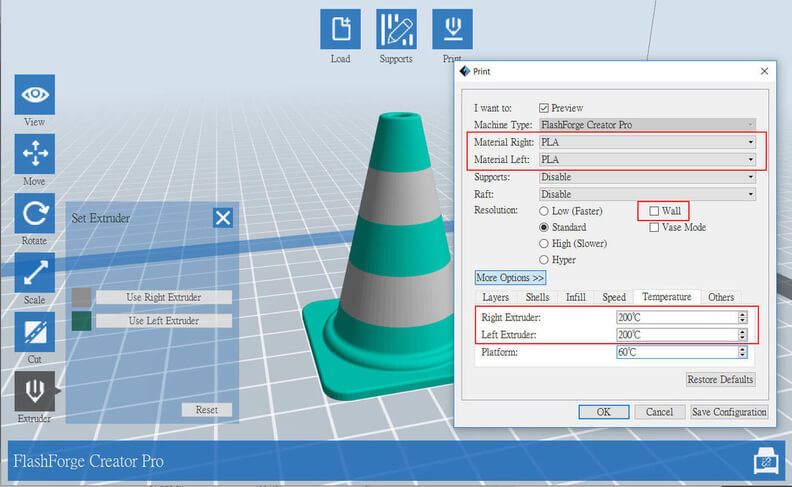
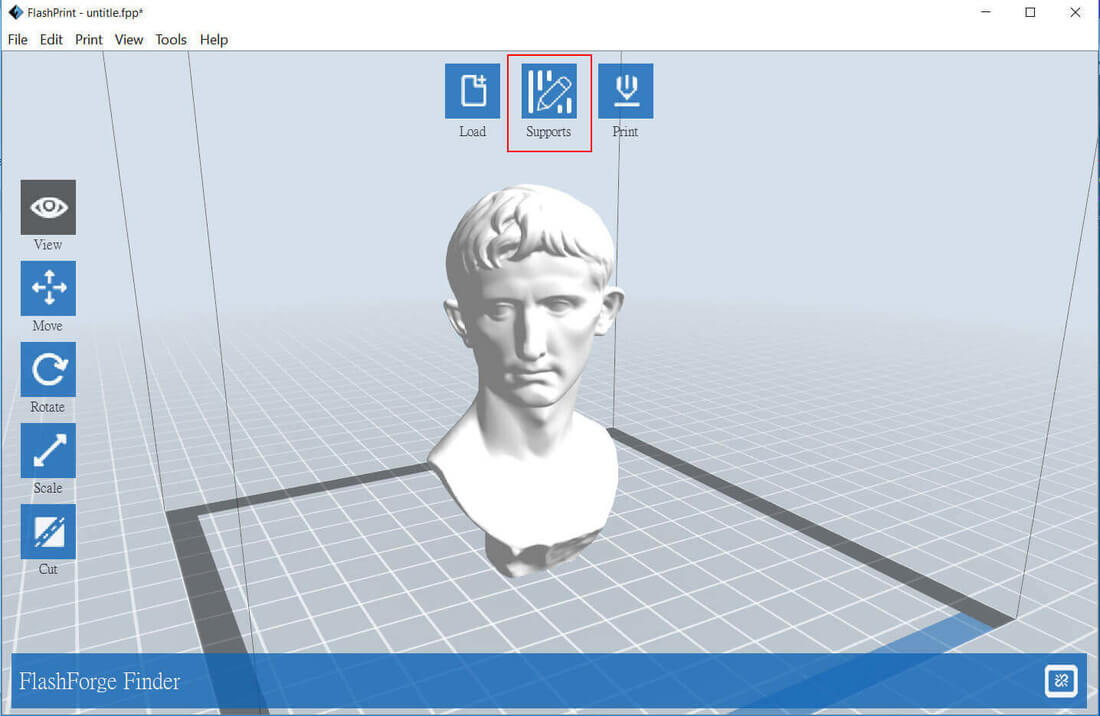
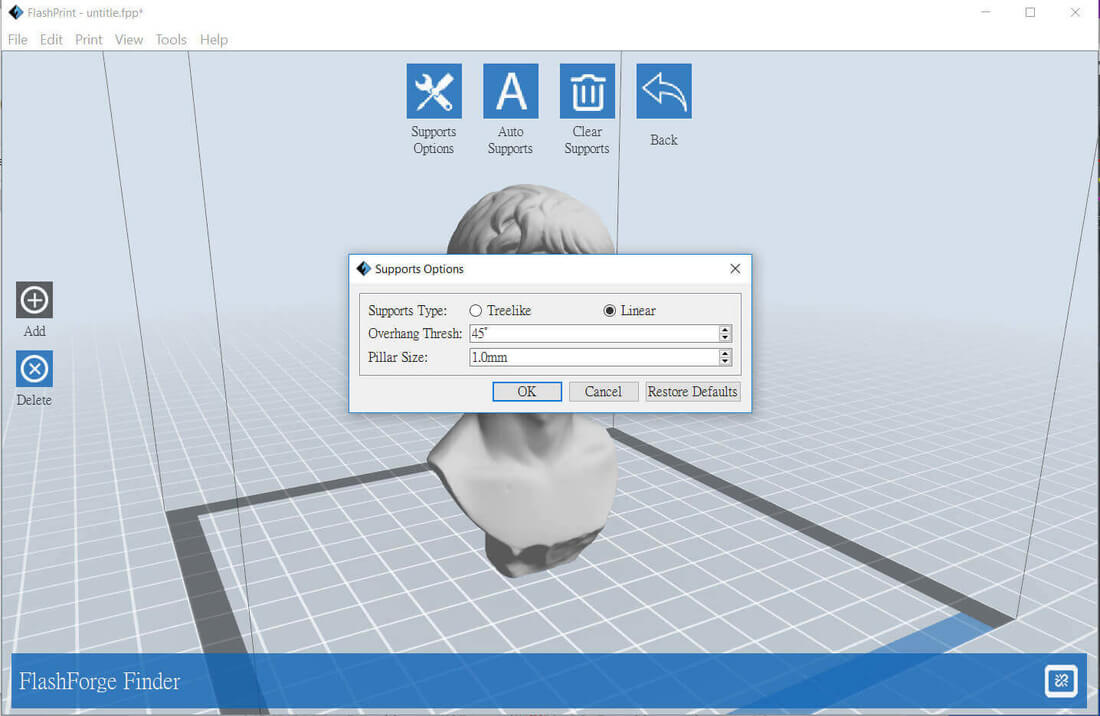
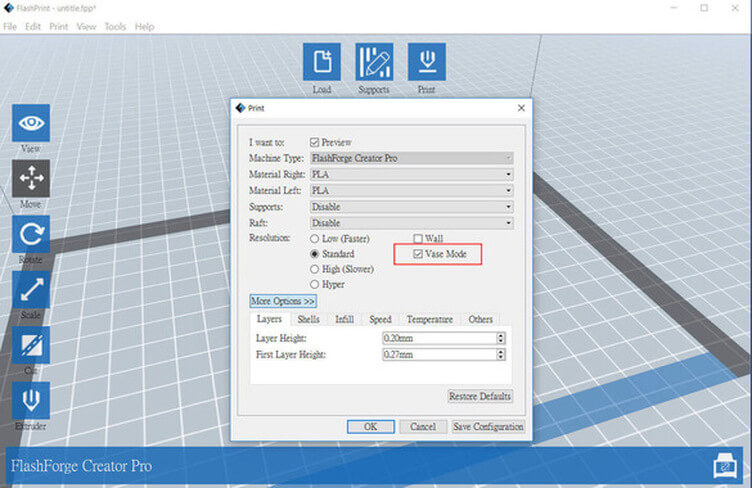
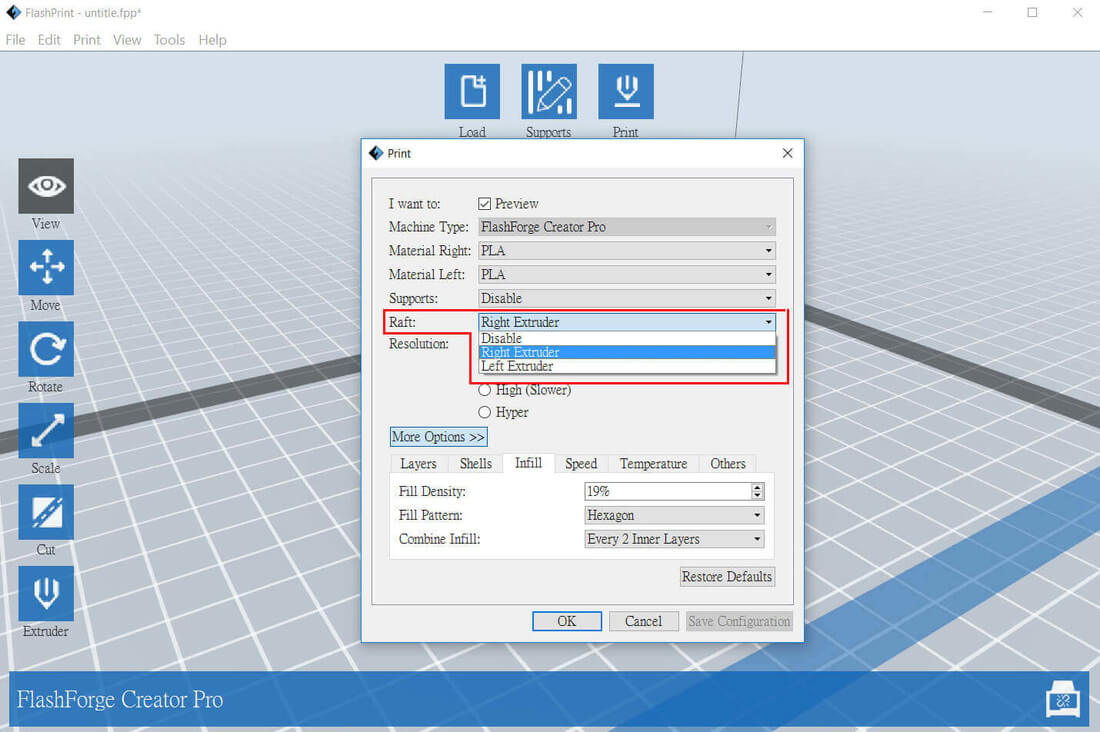
There is a Retraction function in the Flashforge's 3D slicing software Flashprint. Retraction belongs to be a expert mode. Within the Retraction function, there are Retraction Length and Retraction Speed. Retraction length is to control how long the filament will be pulled back into the nozzles, while Retraction speed is to control how fast the filament will be pulled back.
Other Article:




 RSS Feed
RSS Feed